Telwin INVERPULSE 425 MIG TIG MMA - Manuel d'utilisation - Page 11










- 25 -
tension, il est uniquement possible de modifier le courant et la tension d’arc du niveau
principal de soudage.
Fonctionnement MIG-MAG Pulse on Pulse :
s’active au moyen de la touche
(FIG. D
(7))
avec la DEL du MIG-MAG Pulse arc. Ce mode est un type particulier de bi-level,
deux points de fonctionnement étant ici encore configurés selon les critères du bi-level
(FIG. D (DEL (10a) et (10b))
. Les durées de chaque niveau t
1
et t
2
sont tous deux
configurables
(FIG. D (DEL (10c) et (10d))
et ne peuvent être définis manuellement,
comme c’est en revanche le cas du bi-level. Durant le soudage, la machine continue
par conséquent à modifier automatiquement le point de fonctionnement du niveau
principal (durée t
1
) au niveau secondaire (durée t
2
).
Le phénomène créé consiste en une pulsation dans la pulsation, d’où le nom. La
configuration correcte des deux niveaux et durées permet d’obtenir un soudage
ondulé très similaire au soudage TIG.
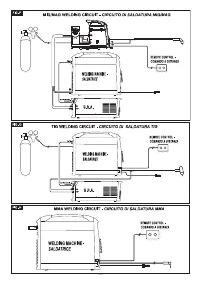
6.2 SOUDAGE TIG (CC)
Après avoir effectué les connexions du circuit de soudage comme décrit au par. 5.5.2,
procéder comme suit :
- Sélectionner le procédé TIG sur le panneau de contrôle du poste de soudage
(FIG
.
C (5)).
- Configurer le courant de soudage à la valeur requise au moyen du bouton codeur
(FIG. C (4))
(la valeur peut constamment être modifiée, y compris durant le
soudage). Si nécessaire, introduire la rampe de descente du courant au moyen de
la touche
(FIG. C (4a))
(affichage momentané
(FIG. C (3)).
6.2.1 Amorçage LIFT
Appuyer la pointe de l’électrode sur la pièce en exerçant une légère pression. Enfoncer
à fond le poussoir torche et soulever l’électrode de 2-3mm avec quelques instants de
retard, entraînant ainsi l’amorçage de l’arc. Le poste de soudage distribue initialement
un courant I
BASE
et, après quelques instants, le courant de soudage configuré. À la fin
du cycle, le courant est annulé avec la rampe de descente configurée.
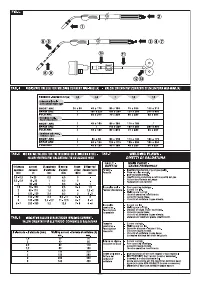
Le tableau
(TAB
.
5)
résume plusieurs données indicatives pour le soudage sur aciers
inoxydables ou fortement alliés.
6.3 SOUDAGE AVEC ÉLECTRODE ENROBÉE MMA
Après avoir effectué les connexions du circuit de soudage comme décrit au par. 5.5.3,
il est nécessaire de sélectionner le procédé MMA au moyen du bouton prévu
(FIG
.
C (5)) :
Régler le courant de soudage à la valeur requise au moyen du bouton codeur
(FIG
.
C
(4))
, et modifier l’éventuelle surintensité dynamique «ARC FORCE» entre 0 et 100%
et au moyen du bouton codeur
(FIG
.
C (4))
(affichage momentané de la valeur (
FIG
.
C (3)).
Le tableau
(TAB
.
6)
résume plusieurs données indicatives du courant en fonction du
diamètre des électrodes.
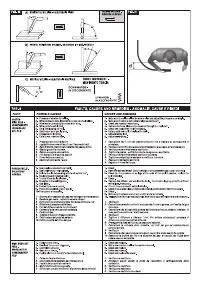
6.4 QUALITÉ DU SOUDAGE
La qualité du cordon de soudage ainsi que la quantité réduite de projections dépendent
essentiellement de l’équilibre des paramètres de soudage: courant (vitesse fil),
diamètre du fil, tension d’arc, etc.
La position de la torche devra également être réglée comme indiqué
figure M
, afin
d’éviter toute projection excessive et défaut du cordon.
Pour un cordon correct, il est également nécessaire de tenir compte de la vitesse
de soudage (vitesse d’avancement le long du raccord), déterminant en vue d’une
pénétration correcte et pour la forme du cordon.
Les défauts de soudage sont résumés dans le tableau
(TAB. 7).
7. ENTRETIEN
ATTENTION: AVANT TOUTE OPÉRATION D’ENTRETIEN, S’ASSURER
QUE LE POSTE DE SOUDAGE EST ÉTEINT ET L’ALIMENTATION
SECTIONNÉE.
7.1 ENTRETIEN DE ROUTINE
LES OPÉRATIONS D’ENTRETIEN DE ROUTINE PEUVENT ÊTRE EFFECTUÉES
PAR L’OPÉRATEUR.
7.1.1 Torche
- Eviter de poser la torche et son câble sur des éléments chauds, pour éviter la
fusion et l’endommagement rapide des matériaux isolants.
- Contrôler périodiquement l’étanchéité des tuyauteries et raccords de gaz.
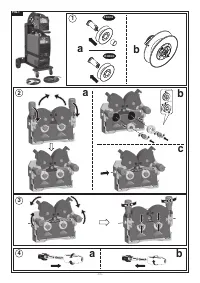
- À chaque remplacement de la bobine du fil, nettoyer la gaine guide-fil avec un jet
d’air comprimé sec (max. 5bars) et contrôler l’état de la gaine.
- Contrôler au moins une fois par jour l’état d’usure et du montage des parties
terminales de la torche: buse, tube de contact, diffuseur de gaz.
7.1.2 Dispositif d’alimentation du fil
- Contrôler fréquemment l’état d’usure des galets d’entraînement du fil, et retirer
périodiquement la poussière métallique déposée sur la zone d’entraînement
(galets et guide-fil d’entrée et de sortie).
7.2 ENTRETIEN CORRECTIF
LES OPÉRATIONS D’ENTRETIEN CORRECTIF DOIVENT EXCLUSIVEMENT
ÊTRE EFFECTUÉES PAR UN PERSONNEL EXPERT OU QUALIFIÉ DANS LE
SECTEUR ÉLECTROMÉCANIQUE.
ATTENTION! ÉTEINDRE LE POSTE DE SOUDAGE ET LE
DÉBRANCHER DU RÉSEAU D’ALIMENTATION ÉLECTRIQUE
AVANT DE RETIRER LES PANNEAUX DU POSTE DE SOUDAGE ET
D’ACCÉDER À L’INTÉRIEUR DE CE DERNIER.
Tout contrôle exécuté sous tension à l’intérieur du poste de soudage risque de
provoquer des chocs électriques graves dus au contact direct avec les parties
sous tension et/ou des blessures dues au contact direct avec les organes en
mouvement.
- Périodiquement et, dans tous les cas, à une fréquence dépendant de l’utilisation
et des poussières contenues dans l’atmosphère ambiante, inspecter l’intérieur du
poste de soudage et retirer la poussière déposée sur les cartes électroniques au
moyen d’un jet d’air comprimé ou d’un solvant adapté.
- Contrôler également que les connexions électriques sont correctement serrées et
vérifier l’état de l’isolement des câblages.
- À la fin des opérations, remonter les panneaux de la machine en serrant à fond les
vis de fixation.
- Ne jamais procéder aux opérations de soudage avec le poste de soudage ouvert.
8. ANOMALIES, CAUSES ET SOLUTIONS (TAB.8)
ATTENTION ! L’EXÉCUTION DE CERTAINS CONTRÔLES COMPORTE
LE RISQUE DE CONTACT AVEC LES PARTIES SOUS TENSION ET/OU
EN MOUVEMENT.
EN CAS DE FONCTIONNEMENT INCORRECT, ET AVANT DE PROCÉDER À TOUT
CONTRÔLE SYSTÉMATIQUE OU DE S’ADRESSER AU CENTRE D’ASSISTANCE,
CONTRÔLER LES POINTS SUIVANTS :
- Le courant de soudage réglé via le codeur est correct.
- Aucune alarme ne signale l’intervention de la protection thermique pour sous-
tension, surtension ou court-circuit.
- S’assurer d’avoir respecté le rapport d’intermittence nominal ; en cas d’intervention
de la protection thermostatique, attendre le refroidissement du poste de soudage et
vérifier le fonctionnement du ventilateur.
- Contrôler la tension de ligne : si la valeur est trop élevée ou trop basse, le poste de
soudage signale l’anomalie (voir paragraphe 4.2).
- Contrôler qu’aucun court-circuit ne s’est produit en sortie du poste de soudage: le
cas échéant, résoudre le problème.
- Les connexions du circuit de soudage sont correctes et la pince du câble de masse
est connectée à la pièce sans interposition de matériau isolant (ex. peinture).
- Le gaz de protection utilisé est correct et en quantité adéquate.
Avant toute intervention sur le dispositif d’alimentation du fil ou à l’intérieur du poste de
soudage, se reporter au chapitre 7
”ENTRETIEN”.
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Autres modèles de équipement de soudage Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA