Telwin TELMIG 161 1 TURBO - Manuel d'utilisation - Page 6










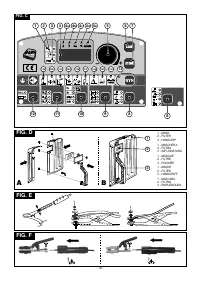


Table des matières:
du fil.
poste de soudure doivent être vérifiées directement sur la plaquette du
Le soudage MIG de l'aluminium et des alliages d'aluminium doit être
poste de soudure.
effectué en utilisant des fils fourrés à la composition compatible avec le
matériau à souder et un gaz de protection Ar pur (99,9%).
AUTRES INFORMATIONS TECHNIQUES:
Le brasage MIG type s'effectue sur des tôles zinguées en utilisant des
- POSTE DE SOUDURE: voir tableau 1 (TAB.1)
fils pleins en alliage de cuivre (ex. cuivre silicium ou cuivre aluminium)
- TORCHE MIG : voir tableau 2 (TAB.2)
avec gaz de protection Ar pur (99,9%).
- TORCHE TIG : voir tableau 3 (TAB.3)
Le soudage MAG des aciers au carbone et des alliages légers doit être
- PINCE PORTE ELECTRODE : voir tableau 4 (TAB.4)
effectué en utilisant des fils pleins ou fourrés ayant une composition
Le poids du poste de soudure est indiqué au TAB. 1
compatible avec le matériau à souder, et un gaz de protection CO ou
2
des mélanges Ar/CO ou Ar/CO /O (Ar-Argon typiquement > 80%).
4. DESCRIPTION DU POSTE DE SOUDAGE
2
2
2
Pour le soudage des aciers inox sont généralement utilisés des
DISPOSITIFS DE CONTRÔLE, DE RÉGLAGE ET DE CONNEXION
mélanges de gaz Ar/O ou Ar/CO (Ar typiquement>98%).
Poste de soudage (FIG. B)
2
2
côté avant:
TIG:
Le poste de soudage est prévu pourun soudage TIG en courant
1 -
Tableau de contrôle (voir description).
continu (CC) avec amorçage de l'arc par Lift pouvant être utilisé avec
2 -
Prise rapide négative (-) pour le câble du courant de soudage
tous les types d'acier (au carbone, bas-allié et fortement allié) et les
(câble de masse pour MIG et MMA, câble de la torche pour TIG).
métaux lourds (cuivre, nickel, titane et leurs alliages) et avec gaz de
3 -
Prise rapide positive (+) pour le câble de masse du soudage TIG.
protection Ar pur (99,9%) ou bien, pour des utilisations particulières,
4 -
Attache centralisée pour la torche MIG (Euro).
avec des mélanges Argon/Hélium.
5 -
Connecteur à 14p pour connexion commande à distance (sur
demande) et Spool Gun.
MMA:
Le poste de soudage est prévu pour le soudage avec électrode
côté postérieur:
MMA en courant continu (CC) avec tous les types d'électrodes
6 -
Interrupteur général ON/OFF.
enrobées.
7 -
Attache du tuyau de gaz (bouteille)
pour soudage MIG.
8 -
Câble d'alimentation avec bloc-câble.
CARACTÉRISTIQUES PRINCIPALES:
compartiment bobine:
- Moniteur de la tension d'alimentation;
9 -
Borne positive (+).
- Fonctionnement 2T/4T, Spot;
10 -
Borne négative (-).
- Reconnaissance automatique de la torche;
N.B.:
inversion de polarité pour soudage FLUX (no gaz).
- Régulation rampe de montée du fil, temps de pré-gaz, temps de
brûlure finale du fil (burn-back);
TABLEAU DE CONTRÔLE DU POSTE DE SOUDAGE (FIG. C)
- Mémorisation/Rappel de programmes personnalisés
1- DEL de signalisation alarme
(fonctionnement de la machine
- Prévu pour utilisation torche SPOOL GUN;
bloqué).
- Protection thermostatique.
Un message d'alarme apparaît sur le cadran d'affichage
(4)
. Le
- Inversion de polarité (soudage FLUX)
rétablissement de la machine est automatique quand la cause de
l'alarme disparaît.
ACCESSOIRES SUR DEMANDE
2- DEL présence de tension en sortie
(sortie activée).
- Adaptateur bonbonne ARGON IT.
3- DEL de signalisation PROGRAMMATION POSTE DE
- Chariot
SOUDAGE.
- Commande à distance manuelle 1 potentiomètre.
4- Cadran d'affichage alphanumérique à 3 chiffres.
Indications:
- Commande à distance manuelle 2 potentiomètres.
- Courant de soudage en ampère.
- Kit câbles de connexion R.A.
La valeur indiquée est celle définie avec le poste de soudage à
- Kit soudage aluminium.
vide, et est la valeur réelle durant le fonctionnement.
- Kit soudage fil fourré.
- Un message d'alarme avec le code suivant:
- Kit soudage MMA.
"AL. 1" :
intervention du thermostat de sécurité du circuit
- Kit soudage TIG DC.
primaire du fait d'une surchauffe de la machine
- Torche MIG.
(version MIG Pulse uniquement).
- Torche TIG.
"AL. 2" :
l'un des thermostats de sécurité est intervenu suite à
la surchauffe de la machine.
"AL. 3" :
anomalie de l'alimentation primaire : la tension
3. DONNÉES TECHNIQUES
d'alimentation est hors des limites de la plage 15% par
PLAQUETTE D'INFORMATIONS
rapport à la valeur de plaque.
Les principales informations concernant les performances du poste de
ATTENTION: Ne pas dépasser la limite de tension
soudure sont résumées sur la plaque des caractéristiques avec la
s u p é r i e u r e s u s m e n t i o n n é e s o u s p e i n e
signification suivante:
d'endommager sérieusement le dispositif.
Fig. A
"AL. 4" :
anomalie de l'alimentation primaire : intervention de la
1 -
Norme EUROPÉENNE de référence pour la sécurité et la
protection contre les sous-tensions de la ligne
construction des postes de soudure pour soudure à l'arc.
d'alimentation (version MIG Pulse uniquement).
2 -
Symbole de la structure interne du poste de soudure.
"AL. 7" :
on est tenté de souder en MIG/MAG à un courant
3 -
Symbole du procédé de soudage prévu.
excessif pour le générateur.
4 -
Symbole
S
: indique qu'il est possible d'effectuer des opérations de
"AL. 8" :
anomalie du circuit de soudage MIG/MAG (version
soudage dans un milieu présentant des risques accrus de choc
MIG Pulse uniquement). ATTENTION: pour le
électrique (par ex. à proximité immédiate de grandes masses
rétablissement du circuit, éteindre et rallumer le
métalliques).
dispositif.
5 -
Symbole de la ligne d'alimentation.
4a, 4b, 4c, 4d, 4e- DEL d'indication de l'unité de mesure en cours
1~: tension alternative monophasée
(volts, secondes et pourcentage mètres/minutes.)
3~: tension alternative triphasée
5-
Poignée de commande codeur.
6 -
Degré de protection de la structure.
Permet le réglage du courant de soudage.
7 -
Informations caractéristiques de la ligne d'alimentation:
6-
Touche de rappel (LOAD) des programmes de soudage
- U
: tension alternative et fréquence d'alimentation du poste de
1
personnalisés.
soudure (limites admises "15%).
7-
Touche de mémorisation (STORE) des programmes de
- I
: courant maximal absorbé par la ligne
1max
soudage personnalisés.
- I
: courant d'alimentation efficace
1eff
8-
Touche de sélection du procédé de soudage.
8
- Performances du circuit de soudage:
La pression de la touche entraîne l'allumage de la DEL
-
U
: Tension maximale à vide (circuit de soudage ouvert).
0
correspondant au mode de soudage que l'on désire adopter :
-
I /U
: Courant et tension correspondante normalisée (U2 = (20 +
2
2
0,04 I2) V) pouvant être distribués par la machine durant le
-
: MIG/MAG en PULSE ARC (où elle est prévue)
soudage.
-
X
: Rapport d'intermittence: indique le temps durant lequel la
-
: MIG/MAG/FLUX en SHORT/SPRAY ARC.
machine peut distribuer le courant correspondant (même
colonne). S'exprime en % sur la base d'un cycle de 10 mn (par
-
: électrode “MMA”.
exemple: 60% = 6 minutes de travail, 4 minutes de pause; et
ainsi de suite).
-
: TIG-CC avec amorçage LIFT.
En cas de dépassement des facteurs d'utilisation (figurant sur la
9-
Touche de sélection du procédé de soudage.
plaquette et indiquant 40°), la protection thermique se
Si la machine est en mode MIG/MAG/FLUX, permet de
déclenche et le poste de soudure se place en veille tant que la
sélectionner entre commande à 2 temps, 4 temps ou avec
température ne rentre pas dans les limites autorisées.
temporisateur de soudage par point (SPOT).
-
A/V - A/V:
indique la plage de régulation du courant de soudage
10- Touche de sélection type de matériau.
(minimum - maximum) à la tension d'arc correspondante.
Configure le mode de fonctionnement en fonction du matériau ou
9 -
Numéro d'immatriculation pour l'identification du poste de
du procédé.
soudure (indispensable en cas de nécessité d'assistance
Activée en synergie uniquement (13).
technique, demande pièces de rechange, recherche provenance
11- Touche de sélection diamètre fil permettant de configurer le
du produit).
diamètre du fil.
Pour le diamètre 1,2mm actionner la touche
10-
Valeur des fusibles à commande retardée à prévoir pour la
jusqu'à allumage des deux DEL correspondant aux diamètres
protection de la ligne.
0,6 et 0,8mm.
11-
Symboles se référant aux normes de sécurité dont la signification
Activée uniquement en synergie (13).
figure au chapitre 1 “Consignes générales de sécurité pour le
12- Touche d'introduction de la commande à distance.
soudure à l'arc ”.
Note: La plaquette représentée indique la signification des symboles
- Avec la DEL
allumée, les commandes du panneau du
et des chiffres; les valeurs exactes des informations techniques du
poste de soudage sont activées.
- 17 -
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Résumé
alto-legati e ai metalli pesanti rame, nichel, titanio e loro leghe. Per la saldatura in TIG DC con elettrodo al polo (-) è generalmente - Periodicamente e comunque con frequenza in funzione dell'utilizzo usato l'elettrodo con il 2% di Cerio (banda colorata grigia). e della polverosità dell'ambiente...
Amorçage LIFT : zone d'entraînement (galets et guide-fil d'entrée et de sortie). L'allumage de l'arc électrique s'effectue en éloignant l'électrode de tungstène de la pièce à souder. Ce mode d'amorçage réduit les ENTRETIEN CORRECTIF perturbations irradiées électriquement et réduit au minimum les LES...
TAB. 5 TAB. 6 - 82 - VALORI ORIENTATIVI CORRENTI DI SALDATURA MIG/MAG (A) / INDICATIVE VALUES FOR WELDING CURRENT MIG/MAG (A) TAB. 7 VALORI ORIENTATIVI Ø ELETTRODO - CORRENTE DI SALDATURA / INDICATIVE VALUES Ø ELECTRODE WELDING CURRENT AVANZAMENTO TROPPO LENTOAVANCEMENT TROP FAIBLEADVANCEMENT TOO SL...
Autres modèles de équipement de soudage Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA