
Mode d'emploi pour Awelco BLUEMIG 145 Équipement de soudage en format pdf, lire en ligne gratuitement. Nous espérons qu'il vous aidera à résoudre les questions que vous vous posez lors de l'utilisation de vos appareils.
Si vous avez encore des questions, posez-les dans les commentaires après les instructions.
"Télécharger le manuel" signifie que vous devez attendre que le fichier soit téléchargé et que vous puissiez le lire en ligne. Certaines instructions sont très volumineuses et le temps qu'elles mettent à s'afficher dépend de votre vitesse d'accès à Internet.





• Soldagem arco instabilidade
Pode ser causada por uma insuficiência soldagem tensão, fios
irregulares alimentação, insuficiente protecção soldadura gás.
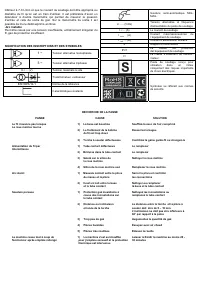
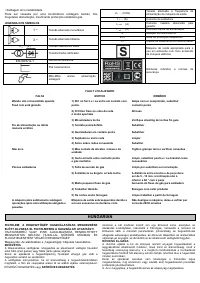
LEGENDA DOS SÍMBOLOS
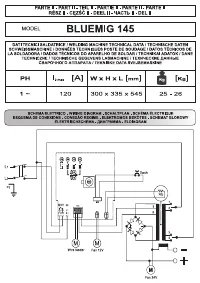
1 ~
Tensão alternada monofásica
3 ~
Tensão alternada trifásica
U
0
… (V)
Tensão máxima em vazio
Transformador-retificador
EN 60974-1
Norma da referência
Flat característica
MIG-MAG arame alimentação
soldagem
U
1
… (V/Hz)
Tensão alternada e freqüência de
alimentação da máquina de solda
I
2
… (A)
Corrente de soldadura
I
1 max
(A)
Corrente máxima absorvida pelo
gerador
I
1 eff
… (A)
Corrente efetiva de alimentação
X Relação
de
intermitência
IP21
Grau de protecção doaparelho
H
Classe de isolamento do transformador
Máquina de solda apropriada para o
uso em ambiente com risco acrescido
de choques elétricos
Símbolos referidos a normas de
securança
FAULT LOCALIZANDO
FALTA
Wando não é transmitida quando
Feed rolo está girando
Fio de alimentação ou idiota
maneira errática
Não arco
Porous soldaduras
A máquina pára subitamente soldagem
operações após uma utilização alargada e
pesados
MOTIVO
1) Dirt no forro e / ou entre em contato com
ponta.
2) O frition freio no cubo da roda
é muito apertada
3) Má soldadura tocha
1) Contato ponta defeito
2) Queimaduras em contato ponta
3) Sujidade no sulco roda
4) Solco sobre rodas consumida
1) Mau contato de alicates massa e de
unidade
2) Curto-circuito entre contacto ponta
e gás mortalha
1) Falta de escudo de gás
2) À distância ou ângulo errado tocha
3) Muito pequeno fluxo de gás
4) Trabalhar Húmido
5) Os cortes muito ferrugem
Máquina de solda sobreaquecidos devido a
um uso excessivo na declarou ciclo
REMÉDIO
Golpe com ar comprimido, substituir
contacto ponta
Afrouxe
Verifique sheating de tochas fio guia
Substituir
Substituir
Limpar
Substitui
Tighten grampo terra e verificar conexões
Limpo, substituir ponta e / ou brandal como
necessárias
Limpo por substituir ou incrustação
A distância entre a tocha e da peça deve
ser de 5 - 10 mm, a inclinação não é
inferior a 60 ° com a peça
Aumento do fluxo de gás para soldadura
Enxugue com calor produtor
Limpo trabalhar a partir de ferrugem
Não desligue a máquina, deixe-o esfriar por
cerca de 20/30 minutos
HUNGARIAN
FIGYELEM: A HEGESZT
Ő
GÉP HASZNÁLATÁNAK MEGKEZDÉSE
EL
Ő
TT OLVASSA EL FIGYELMESEN A HASZNÁLATI UTASÍTÁST!
HIVATÁSSZER
Ű
VAGY IPARI ALKALMAZÁSRA RENDELTETETT
MEGSZAKÍTÁS NÉLKÜLI HUZALLAL M
Ű
KÖD
Ő
MÍG/MAG ÉS
FLUXÍVHEGESZTÉST VÉGZ
Ő
ÍVHEGESZT
Ő
GÉP.
Megjegyzés: Az alábbiakban a „hegeszt
ő
gép” kifej ezés használatos.
BEVEZETÉS
A félautomatikus véd
ő
gázas ívhegesztés az alkalmazott véd
ő
gáz típusától
lehet MIG (inert gázas) vagy MAG (aktív gázas) eljárás.
Ennél az eljárásnál a hegeszt
ő
pisztoly fúvókáját elhagyó gáz védi a
hegesztési varratot az oxidációtól.
A véd
ő
gázas környezetben, ha az árams
ű
r
ű
ség a hegeszt
ő
elektródában
megfelel
ő
, a fém kis cseppekké alakul át az alábbi eljárás valamelyikével:
RÖVIDÍV
Ű
HEGESZTÉS vagy
SZ ÓRÓÍVES HEGESZTÉS.
Azonban a két módszer között van egy átmeneti zóna, amelyben az
átalakulás szabálytalan, fokozódik a fröcsögés, nehezebb a m
ű
velet és
kritikussá válik a m
ű
veleti paraméterek (ívf eszültség és hegeszt
ő
huzal
adagolási sebessége) szabályozása; az átmeneti állapotban az áramértékek
változnak az anyagtól, az átmér
ő
t
ő
l és az alkalmazott véd
ő
gáztól függ
ő
en.
RÖVIDÍV
Ű
ELJÁRÁS
A rövidív
ű
eljárás a kis és közepes méret
ű
anyagok hegesztésénél a
leggyakrabban alkalmazott módszer, mivel mind az áramer
ő
sség, mind a
feszültség viszonylag alacsony, s a meglév
ő
rövidrezárások a munkadarab
hegesztésére fordított h
ő
t alacsony szinten tartják, lehet
ő
vé téve a hegesztést
minden pozícióban.
Ezzel az eljárással azonban nem lehetséges a fröcskölés teljes
megszüntetése, míg alumínium vagy saválló acél hegesztésénél porozitási
problémák jelentkezhetnek.
A. Az ív begyújtása, a hegeszt
ő
huzal és az alapanyag megolvadása.
Vous avez encore des questions ?Vous n'avez pas trouvé votre réponse dans le manuel ou vous avez d'autres problèmes ? Posez votre question dans le formulaire ci-dessous en décrivant en détail votre situation afin que d'autres personnes et experts puissent y répondre. Si vous savez comment résoudre le problème d'une autre personne, donnez-lui un indice :)