Telwin ENTERPRISE PLASMA 160 HF - Manuel d'utilisation - Page 7
















polarisation. Serrer à fond dans le sens des aiguilles d’une montre le
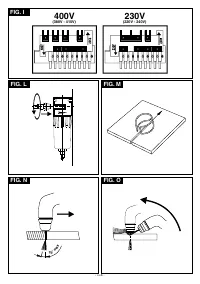
Opération de coupe (FIG. N).
collier de fixation pour garantir le passage de l’air et du courant sans
- Approcher la buse de la torche du bord de la pièce (env. 2 mm),
pertes.
enfoncer le poussoir torche ; après un délai d’environ une seconde
Sur certains modèles, la torche est fournie déjà raccordée à la source de
(pré-air), l’arc pilote s’amorce.
courant.
- Si la distance est correcte, l’arc pilote se transfère immédiatement
IMPORTANT !
vers la pièce et amorce l’arc de coupe.
Avant de débuter les opérations de coupe, vérifier que le montage des
- Déplacer la torche sur la surface de la pièce le long de la ligne idéale
parties soumises à usure est correct et inspecter la tête de la torche
de coupe en progressant régulièrement.
comme indiqué au chapitre "ENTRETIEN TORCHE".
- Adapter la vitesse de coupe à l’épaisseur et au courant sélectionné et
vérifier que l’arc sortant de la surface inférieure de la pièce est incliné
___________________________________________________________________________________
à 5-10° à la verticale en direction opposée à l’avancement.
- Une distance excessive entre la torche et la pièce ou l’absence de
ATTENTION !
matériau (fin de coupe) entraîne l’interruption immédiate de l’arc.
- L'interruption de l’arc (de coupe ou pilote) est toujours entraînée par le
SÉCURITÉ DU SYSTÈME DE COUPE AU PLASMA.
relâchement du poussoir torche.
Seul le modèle de torche prévu et son association à la source de
courant indiquée au TAB. 2 garantissent l'efficacité des sécurités
Perçage (FIG. O)
prévues par le constructeur (système de verrouillage).
Pour percer ou procéder au départ au centre de la pièce, amorcer avec la
- NE PAS UTILISER de torches ou autres composants soumis à
torche inclinée et la porter progressivement en position verticale.
usure non d'origine.
- Cette procédure évite que des retours d’arc ou de particules en fusion
- NE PAS TENTER D'ACCOUPLER À LA SOURCE DE COURANT
n’endommagent l’orifice de la buse et compromettent son
des torches construites pour des procédés de coupe ou de
fonctionnement.
soudage non prévus dans ce manuel.
- Les perçages de pièces d’une épaisseur max. de 25% prévue dans la
Le non-respect de ces instructions peut entraîner des risques
gamme d’utilisation peuvent être effectués directement.
graves pour la sécurité de l'utilisateur et endommager l'appareil.
___________________________________________________________________________________
7. ENTRETIEN
___________________________________________________________________________________
6. COUPE AU PLASMA : DESCRIPTION DU PROCÉDÉ
Arc au plasma et principe d’application pour la coupe au plasma.
ATTENTION ! AVANT DE PROCÉDER AUX OPÉRATIONS
Le plasma est un gaz chauffé à une température très élevée et ionisé de
façon à devenir conducteur électrique. Ce procédé de coupe utilise le
D'ENTRETIEN, CONTRÔLER QUE LE POSTE DE COUPE AU
plasma pour transférer l’arc électrique à la pièce métallique qui est
P L A S M A E S T É T E I N T E T D É B R A N C H É D U R É S E A U
fondue par la chaleur et séparée. La torche utilise de l’air comprimé
D'ALIMENTATION.
___________________________________________________________________________________
provenant d’une alimentation unique pour le gaz plasma et pour le gaz de
refroidissement et de protection.
ENTRETIEN DE ROUTINE
Amorçage HF
LES OPÉRATIONS D’ENTRETIEN DE ROUTINE PEUVENT ÊTRE
Ce type d’amorçage est généralement utilisé sur les modèles avec un
EFFECTUÉES PAR L'OPÉRATEUR.
courant supérieur à 50A.
Le départ du cycle est déclenché par un arc haute fréquence/haute
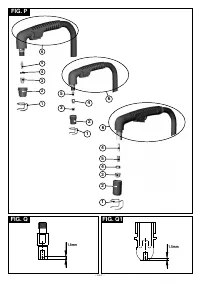
TORCHE (FIG. P)
tension ("HF") permettant l’amorçage d’un arc pilote entre l’électrode
En fonction de l’intensité d’utilisation ou en cas de défauts de coupe,
(polarité -) et la buse de la torche (polarité +). En approchant la torche à la
vérifier périodiquement l’état d’usure des parties de la torche
pièce à couper, connectée à la polarité (+) de la source de courant, l’arc
intéressées par l’arc plasma.
pilote est transféré et instaure un arc plasma entre l’électrode (-) et la
1- Distanceur.
pièce (arc de coupe). Arc pilote et HF sont exclus dès que l’arc plasma se
Le remplacer en cas de déformation ou de dépôt de laitier rendant
stabilise entre l’électrode et la pièce.
impossible le maintien de la position de la torche (distance et aspect
Le temps de maintien de l’arc pilote configuré en usine est de 2s ; si le
perpendiculaire).
transfert n’est pas effectué avant la fin de ce délai, le cycle est
2- Porte-buse.
automatiquement bloqué tandis que l’air de refroidissement reste activé.
Le dévisser manuellement de la tête de la torche. Effectuer un
Pour reprendre le cycle, relâcher le poussoir torche et l’enfoncer à
nettoyage approfondi ou le remplacer en cas d’endommagement
nouveau.
(brûlures, déformations ou fissures). Vérifier l’état du secteur
Amorçage en court-circuit
métallique supérieur (actionneur sécurité torche).
Ce type d’amorçage est généralement utilisé sur les modèles avec un
3- Buse.
courant supérieur à 50A.
Contrôler l’usure de l’orifice de passage de l’arc plasma et des
Le départ du cycle est déclenché par le mouvement de l’électrode à
surfaces internes et externes. Si l’orifice s’est élargi ou déformé,
l’intérieur de la buse de la torche, qui permet l’amorçage d’un arc pilote
remplacer la buse. Si les surfaces sont particulièrement oxydées, les
entre l’électrode (polarité -) et la buse (polarité +).
nettoyer avec du papier abrasif très fin.
En approchant la torche de la pièce à couper, connectée à la polarité (+)
de la source de courant, l’arc pilote est transféré et instaure un arc
4- Anneau de distribution d’air.
plasma entre l’électrode (-) et la pièce (arc de coupe).
Vérifier l’absence de brûlures ou de fissures et que les orifices de
L’arc pilote est exclus dès que l’arc plasma se stabilise entre l’électrode et
passage de l’air ne sont pas obstrués. En cas d’endommagement, le
la pièce.
remplacer immédiatement.
Le temps de maintien de l’arc pilote configuré en usine est de 2s ; si le
5- Électrode.
transfert n’est pas effectué avant la fin de ce délai, le cycle est
Remplacer l’électrode si la profondeur du cratère formé sur la surface
automatiquement bloqué tandis que l’air de refroidissement reste activé.
d’émission est d’environ 1,5 mm (FIG. Q, Q1).
Pour reprendre le cycle, relâcher le poussoir torche et l’enfoncer à
6- Corps torche, poignée et câble.
nouveau.
Généralement, ces composants n’exigent aucun entretien particulier
en-dehors d’une inspection périodique et d’un nettoyage approfondi
Opérations préalables
(sans aucun type de solvant). En cas d’endommagement de
Avant de débuter les opérations de coupe, vérifier que le montage des
l’isolement comme fractures, fissures et brûlures ou de relâchement
parties soumises à usure est correct et inspecter la tête de la torche
des canalisations électriques, la torche ne doit plus être utilisée car les
comme indiqué au chapitre "ENTRETIEN TORCHE".
conditions de sécurité ne sont plus garanties.
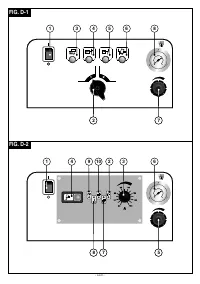
- Allumer la source de courant et configurer le courant de coupe (FIG. B,
Dans ce cas, la réparation (entretien correctif) ne peut être effectuée
C) en fonction de l’épaisseur et du type de matériau métallique devant
sur place mais doit être confiée à un centre d’assistance autorisé qui
être coupé. Le TAB.3 indique la vitesse de coupe en fonction de
effectuera des essais de fonctionnement spéciaux après la
l’épaisseur pour les matériaux aluminium, le fer et l’acier.
réparation.
- Enfoncer et relâcher le poussoir torche pour déclencher la sortie de
pour garantir l’efficacité de la torche et du câble, certains précautions
sont nécessaires :
l’air (
³
30 secondes de post-air).
- ne pas mettre la torche et le câble en contact avec des parties à
- Durant cette phase, réguler la pression de l’air jusqu’à affichage sur le
haute température.
manomètre de la valeur en bars requise selon la torche utilisée (TAB.
- ne pas soumettre le câble à des efforts de traction excessifs.
2).
- ne pas faire passer le câble sur des angles aigus, coupants ou sur
- Actionner le poussoir d’air et faire sortir l’air de la torche.
des surfaces abrasives.
- Actionner le bouton : la tirer vers le haut pour la débloquer et la tourner
- disposer le câble en spires régulières si sa longueur est supérieure à
pour réguler la pression à la va leur indiquée dans les
celle nécessaire.
INFORMATIONS TECHNIQUES TORCHE.
- ne pas rouler sur le câble ni le piétiner.
- Lire la valeur requise (bars) sur le manomètre ; pousser le bouton pour
Attention.
bloquer le réglage.
- Avant toute intervention sur la torche, la laisser refroidir au minimum
- Laisser la sortie d’air se terminer spontanément pour faciliter
durant le temps de "post-air" prévu.
l’élimination de la condensation accumulée à l’intérieur de la torche.
- Sauf exception, il est conseillé de remplacer simultanément l’électrode
Important :
et la buse.
- Coupe par contact (avec buse torche en contact avec la pièce à
- Respecter l’ordre de montage des composants de la torche (en sens
couper) : convient à un courant max. de 40-50A (des valeurs
inverse au démontage).
supérieures de courant entraînent l’endommagement irrémédiable et
- S’assurer que la bague de distribution est montée correctement.
immédiat de la buse, de l’électrode et du porte-buse).
- Remonter le porte-buse en le vissant manuellement à fond en serrant
- Coupe à distance (avec montage d’un écarteur sur la torche FIG. M) :
légèrement.
convient à des courants supérieurs à 35A ;
- Ne jamais monter le porte-buse sans avoir monté au préalable
- Rallonge électrode et buse : sur les modèles le prévoyant.
l’électrode, la bague de distribution et la buse.
- Éviter de tenir l’arc pilote en l’air sans nécessité afin de ne pas
- 15 -
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Autres modèles de équipement de soudage Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA