Telwin ENTERPRISE PLASMA 160 HF - Manuel d'utilisation - Page 6
















___________________________________________________________________________________
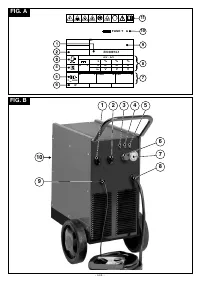
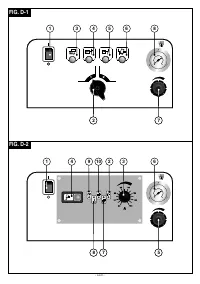
PANNEAU DE CONTRÔLE (FIG. D-2)
1 - Interrupteur général O - I
ATTENTION ! Positionner la machine sur une surface plane
- En position I (ON), machine prête au fonctionnement,
DEL verte
d'indication présence alimentation secteur allumée
(Fig. D-2
( 2
d’une portée correspondant au poids de la machine pour éviter tout
)
). Les circuits de contrôle et de service sont alimentés mais
renversement ou déplacement dangereux.
___________________________________________________________________________________
absence de tension sur la torche (PAUSE).
- En position O (OFF), tout fonctionnement est suspendu; les
CONNEXION AU RÉSEAU
dispositifs de contrôle sont désactivés et les signaux lumineux sont
- Avant de procéder à tout raccordement électrique, contrôler que les
éteints.
données de la plaque de la source de courant correspondent à la
3 - Potentiomètre du courant de coupe
tension et à la fréquence secteur du lieu d'installation.
- Permet de configurer l'intensité du courant de coupe fourni par la
- La source de courant doit exclusivement être connectée à un système
machine en fonction de l'application (épaisseur matériau/vitesse).
d'alimentation avec conducteur de neutre branché à la terre.
Se reporter aux INFORMATIONS TECHNIQUES pour le rapport
- Pour garantir la protection contre les contacts indirects. utiliser des
d'intermittence correct fonctionnement-pause à adopter en fonction
interrupteurs différentiels du type suivant :
du courant sélectionné (période = 10 min.)
- Le Tab. 3 indique la vitesse de coupe en fonction de l'épaisseur pour
- Type A (
).
les matériaux aluminium, le fer et l'acier avec un courant de 150A.
- En vue de répondre aux exigences de la norme EN 61000,3-11
4 - Poussoir d'air
(Flicker), il est conseillé de connecter la source de courant aux points
- Avec ce poussoir, l'air continue à sortir de la torche durant env. 45
d'interface du réseau d'alimentation présentant une impédance
sec.
inférieure à Zmax = 0,2 ohm.
Généralement utilisé comme suit :
- pour le refroidissement de la torche ;
Fiche et prise
- en phase de réglage de la pression sur le manomètre.
Connecter au câble d'alimentation une fiche normalisée (
3P + T
) de débit
5 - Régulateur de pression (air comprimé plasma)
adéquat et prévoir une prise de terre protégée par fusible ou par un
6 - Manomètre
interrupteur automatique ; la borne de terre prévue doit être connectée
- Actionner le poussoir d'air et faire sortir l'air de la torche.
au conducteur de terre (jaune-vert) de la ligne d'alimentation. Le tableau
- Actionner le bouton : le tirer vers le haut pour le débloquer et le
1 (
TAB.1
) indique les valeurs en ampères conseillées pour les fusibles à
tourner pour réguler la pression à la valeur indiquée (5 bars).
retardement de ligne choisis en fonction du courant nominal max.
- Lire la valeur requise (bars) sur le manomètre ; pousser le bouton
distribué par la machine et de la tension nominale d'alimentation.
pour bloquer le réglage.
7 - Signal lumineux jaune : TORCHE SOUS TENSION
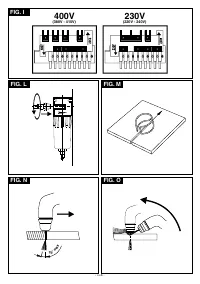
Changement tension (version avec I max.
£
50A)
Del jaune de présence tension sur torche :
2
Pour les machines prévoyant deux tensions d'alimentation, prévoir le
- Allumé, indique que le circuit de coupe est activé : Arc pilote ou arc
positionnement de la vis de blocage du bouton du commutateur de
de coupe "ON".
changement tension correspondant à la tension de ligne effectivement
- Éteint (circuit de coupe désactivé) :
disponible (
FIG. H)
1 - avec poussoir torche NON actionné (condition de pause).
2 - avec poussoir torche actionné, dans les conditions suivantes :
durant les phases de PRÉ-AIR (0,8s) et de POST-AIR (>45s).
Changement tension (version avec I max.
³
70A)
2
3 - Si l'arc pilote n'est pas transféré vers la pièce dans un délai max.
Pour les opérations de changement de tension, accéder à l'intérieur de la
de 2 secondes.
source de courant après avoir retiré le panneau et préparer le bornier de
4 - Si l'arc de coupe s'interrompt du fait d'une distance excessive
changement tension afin d'assurer la correspondance entre la
torche-pièce, usure excessive de l'électrode ou éloignement
connexion indiquée sur la plaque signalétique et la tension secteur
forcé de la torche et la pièce.
disponible (
Fig. I).
5 - en cas d'intervention d'un système de SÉCURITÉ.
8 - Signal lumineux rouge : PROTECTION THERMIQUE
Remonter soigneusement le panneau et le fixer au moyen des vis.
DEL rouge allumée :
Attention !
indique une surchauffe d'un composant du circuit de puissance
La source de courant est configurée en usine à la tension la plus élevée
(transformateur triphasé, chopper). Le fonctionnement de la
de la gamme disponible, par exemple :
machine est suspendu. Le rétablissement est automatique.
U 400V
Ü
Tension configurée en usine.
1
___________________________________________________________________________________
- S i g n a l l u m i n e u x r o u g e : A N O M A L I E T E N S I O N
D'ALIMENTATION
DEL rouge allumée :
ATTENTION ! La non-observation des règles énoncées plus
indique une surtension ou une sous-tension d'alimentation d'entrée.
haut annule le système de sécurité prévu par le fabricant (classe I)
Le fonctionnement de la machine est suspendu. Le rétablissement
et comporte des risques graves de blessures (ex. choc électrique)
est automatique.
et de dommages matériels (ex. incendie).
9 - Signal lumineux jaune : ABSENCE DE PHASE
___________________________________________________________________________________
DEL jaune allumée :
CONNEXION DU CIRCUIT DE COUPE
Le fonctionnement de la machine est suspendu. Le rétablissement
___________________________________________________________________________________
est automatique.
10 - Signal lumineux jaune + rouge : SÉCURITÉ PRESSION D'AIR
ATTENTION ! AVANT DE PROCÉDER AUX CONNEXION
DEL jaune et DEL rouge d'alarme générale (Fig. D-2
( 8 )
).
Allumées, indiquent que la pression d'air ne suffit pas à assurer un
SUIVANTES, S’ASSURER QUE LA SOURCE DE COURANT EST
fonctionnement correct de la torche.
ÉTEINTE ET DÉBRANCHÉE DU RÉSEAU D’ALIMENTATION.
Le fonctionnement de la machine est suspendu durant cette phase.
Le tableau 1 (TAB. 1) indique les valeurs conseillées pour le câble de
Le rétablissement est automatique.
retour (en mm2) en fonction du courant max. distribué par la machine.
___________________________________________________________________________________
5. INSTALLATION
___________________________________________________________________________________
Raccordement air comprimé (FIG. L).
- Prévoir une ligne de distribution d’air comprimé avec la pression et le
débit min. indiqués dans le tableau 2 (TAB. 2), sur les modèles le
ATTENTION! EFFECTUER TOUTES LES OPÉRATIONS
prévoyant.
D'INSTALLATION ET DE RACCORDEMENTS ÉLECTRIQUES AVEC
IMPORTANT !
LE SYSTÈME DE COUPE AU PLASMA ÉTEINT ET DÉBRANCHÉ DU
Ne pas dépasser la pression max. d’entrée de 8 bars. De l’air contenant
RÉSEAU D’ALIMENTATION.
une quantité importante d’humidité ou d’huile peut entraîner une usure
L E S R A C C O R D E M E N T S É L E C T R I Q U E S D O I V E N T
excessive des parties de consommation ou endommager la torche. En
EXCLUSIVEMENT ÊTRE EFFECTUÉS PAR UN PERSONNEL
cas de doutes sur la qualité de l’air comprimé à disposition, il est
EXPERT ET QUALIFIÉ.
conseillé d’installer un sécheur d’air en amont du filtre d’entrée. Au
___________________________________________________________________________________
moyen d’une conduite flexible, connecter la ligne d’air comprimé à la
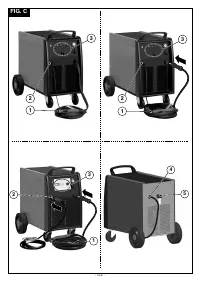
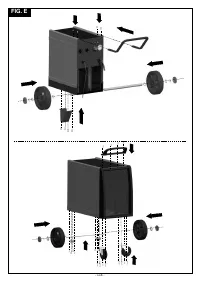
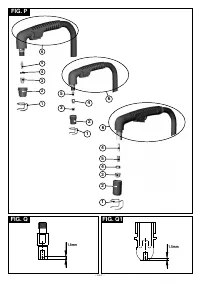
INSTALLATION (Fig. E)
machine en montant l’un des raccords fournis sur le filtre de l’air en
Déballer la machine et procéder au montage des différentes parties
entrée à l’arrière de la machine.
contenues dans l'emballage.
Connexion câble de retour du courant de coupe.
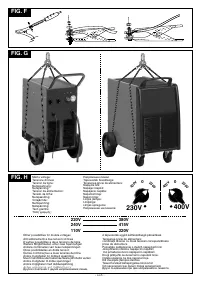
Assemblage câble de retour-pince de masse (Fig. F)
Connecter le câble de retour du courant de coupe à la pièce à souder ou
au banc métallique de support en observant les précautions suivantes :
- Vérifier qu’un contact électrique est établi, en particulier en cas de
MODE DE SOULÈVEMENT DE LA MACHINE
coupe de tôles à revêtement isolant, oxydées, etc.
Le soulèvement de la machine doit être effectué comme indiqué à la
Fig.
- Effectuer le branchement à la masse le plus près possible de la zone
G
Ces indications sont valables pour la première installation ainsi que
de coupe.
durant toute la durée d'utilisation de la machine.
- L'utilisation de structures métalliques ne faisant pas partie de la pièce
en cours de traitement comme conducteur de retour du courant de
EMPLACEMENT DE LA MACHINE
coupe peut être dangereuse et compromettre les résultats de coupe.
Choisir pour la machine un lieu d’installation dépourvu d'obstacles à
- Ne pas effectuer de branchement à la masse sur la partie de la pièce
hauteur des ouvertures d'entrée ou de sortie de l'air de refroidissement ;
devant être éliminée.
contrôler qu’aucune poussière conductrice, vapeur corrosive, humidité,
Connexion de la torche pour coupe plasma (FIG. B, C) (sur les
etc., ne risquent d’être aspirées.
modèles le prévoyant).
Laisser un espace libre min. de 250mm autour de la machine.
Introduire l’extrémité mâle de la torche dans le connecteur centralisé du
panneau frontal de la machine en faisant correspondre la clé de
- 14 -
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Autres modèles de équipement de soudage Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA