Telwin ENTERPRISE PLASMA 160 HF - Manuel d'utilisation - Page 5
















5 - Signal lumineux jaune : PROTECTION THERMIQUE
ACCESSOIRES DE SÉRIE
- Allumé, indique une surchauffe de la source de courant ; le
- Torche pour coupe plasma.
fonctionnement de la machine est suspendu durant cette phase.
- Jeu de raccords pour raccordement air comprimé.
- Le rétablissement est automatique (extinction du voyant) dès que la
température est rentrée dans les limites autorisées.
ACCESSOIRES SUR DEMANDE
6 - Régulateur de pression air comprimé
- Jeu électrodes-buses de rechange.
7 - Manomètre
- Jeu de rallonges électrodes-buses (sur les modèles le prévoyant).
- Au moyen de la poignée (tirer pour débloquer et tourner), régler la
- Unité de coupe circulaire.
pression et lire la valeur requise (bars) sur le manomètre ; pousser le
bouton pour bloquer le réglage.
3. INFORMATIONS TECHNIQUES
8 - Torche avec raccord direct
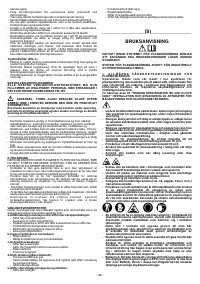
PLAQUE DONNÉES
- Le poussoir torche est le seul organe de contrôle pouvant
Les informations principales concernant l'utilisation et les performances
commander le démarrage et l'arrêt des opérations de coupe.
du système de coupe au plasma sont résumées sur la plaquette des
- En cas de relâchement de la pression exercée sur le poussoir, le
caractéristiques avec la signification suivante :
cycle s'interrompt instantanément à toute phase de fonctionnement
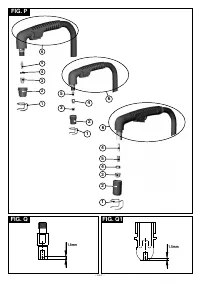
Fig. A
et seul l'air de refroidissement (post-air) reste activé.
- Manœuvres accidentelles : pour donner l'autorisation de début
1
- Norme EUROPÉENNE repère pour la sécurité et la construction des
cycle, actionner le poussoir durant un temps minimum.
machines pour le soudage à l’arc et la coupe au plasma.
- Sécurité électrique : la fonction du poussoir est suspendue si le
2-
Symbole de la structure interne de la machine.
porte-buse isolant N'EST PAS monté – ou est monté de façon
3-
Simbole du procédé de coupe au plasma.
incorrecte - sur la tête de la torche.
4-
Symbole
S
: indique la possibilité d’effectuer des opérations de
9 - Câble de retour
coupe dans un environnement avec risque accru de choc électrique
10 - Câble d'alimentation
(par ex. à proximité immédiate de grandes masses métalliques).
5-
Symbole de la ligne d'alimentation
1~: tension alternative monophasée
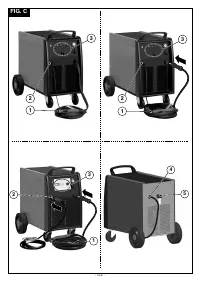
Version avec amorçage HF (haute fréquence) (I max.
³
70A)
2
3~: tension alternative triphasée
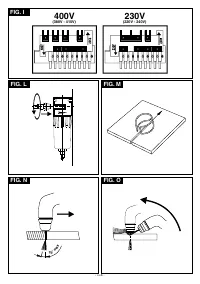
SOURCE DE COURANT (FIG.C)
6-
Degré de protection du boîtier.
1 - Torche avec raccord direct ou centralisé
7-
Données caractéristiques de la ligne d'alimentation :
- Le poussoir torche est le seul organe de contrôle pouvant
-U
:Tension alternative et fréquence d’alimentation de la
commander le démarrage et l'arrêt des opérations de coupe.
1
- En cas de relâchement de la pression exercée sur le poussoir, le
machine (limites autorisées ±10%) :
cycle s'interrompt instantanément à toute phase de fonctionnement
-I
:Courant maximal absorbé par la ligne.
1 max
et seul l'air de refroidissement (post-air) reste activé.
-I
: Courant effectif d’alimentation
1eff
- Manœuvres accidentelles : pour donner l'autorisation de début
8- Performances du circuit de coupe :
cycle, actionner le poussoir durant un temps minimum.
-
U
:Tension maximale à vide (circuit de coupe ouvert).
0
- Sécurité électrique: la fonction du poussoir est suspendue si le
-
I /U
:Courant et tension correspondante normalisée pouvant être
2
2
porte-buse isolant N'EST PAS monté – ou est monté de façon
distribués par la machine durant la coupe.
incorrecte - sur la tête de la torche.
-X
:
Rapport d’intermittence : indique le temps durant lequel la
2 - Câble de retour
machine peut distribuer le courant correspondant (même
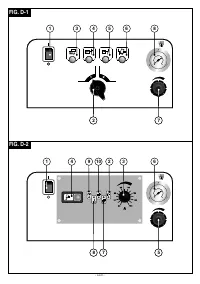
3 - Panneau de contrôle
colonne). S'exprime en % sur la base d'un cycle de 10
4 - Câble d'alimentation
minutes (par ex. 60% = minutes de travail, 4 minutes de
5 - Réducteur de pression air comprimé
pause ; et ainsi de suite).
En cas de dépassement des facteurs d'utilisation (figurant
PANNEAU DE CONTRÔLE (FIG. D-1)
sur la plaquette et correspondant à une température
1 - Interrupteur
ambiante de 40°C), la protection thermique se déclenche (la
- En position I (ON), machine prête au fonctionnement, signal
machine se place en veille tant que la température ne rentre
lumineux allumé.
pas dans les limites autorisées).
- Les circuits de contrôle et de service sont alimentés mais absence
-A/V-A/V
: Indique la plage de régulation du courant de coupe
de tension sur la torche (PAUSE).
(minimum - maximum) à la tension d'arc correspondante.
- En position O (OFF), tout fonctionnement est suspendu ; les
9-
Numéro d'immatriculation pour l'identification de la machine
dispositifs de contrôle sont désactivés et le signal lumineux est
(indispensable en cas de nécessité d'assistance technique,
éteint.
demande de pièces détachées et recherche provenance du produit).
2 - Réglage du courant de coupe
10-
: Valeur des fusibles à commande retardée à prévoir pour la
- Permet de configurer l'intensité du courant de coupe fourni par la
protection de la ligne
machine en fonction de l'application (épaisseur matériau/vitesse).
11-
Symboles se référant aux normes de sécurité dont la signification
3 - Signal lumineux blanc : TORCHE SOUS TENSION
figure au chapitre 1 “Règles générales de sécurité pour le soudage à
- Allumé, indique que le circuit de coupe est activé : Arc pilote ou arc
l'arc”.
de coupe "ON".
- Normalement éteint (circuit de coupe désactivé) avec le poussoir
Remarque : L'exemple de plaquette représenté indique la signification
torche NON actionné (condition de pause).
des symboles et des chiffres ; les valeurs exactes des informations
- Éteint, avec le poussoir torche actionné, dans les conditions
techniques du système de coupe au plasma doivent être directement
suivantes :
relevées sur la plaquette de la machine.
- Durant les phases de PRÉ-AIR (1s) et de POST-AIR (>30s).
- Si l'arc pilote n'est pas transféré vers la pièce dans un délai max. de
AUTRES INFORMATIONS TECHNIQUES :
2 secondes.
-SOURCE DE COURANT : voir tableau 1 (TAB.1).
- Si l'arc de coupe s'interrompt du fait d'une distance excessive
-TORCHE : voir tableau 2 (TAB.2).
torche-pièce, usure excessive de l'électrode ou éloignement forcé
Le poids de la machine est indiqué au tableau 1 (TAB. 1).
torche-pièce.
- En cas d'intervention d'un système de SÉCURITÉ.
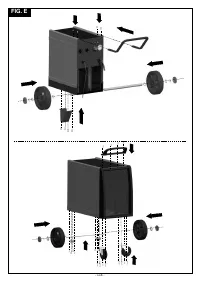
4. DESCRIPTION DU SYSTÈME DE COUPE AU PLASMA
4 - Signal lumineux jaune : PROTECTION THERMIQUE
Dispositifs de contrôle, de réglage et de connexion
- Allumé, indique une surchauffe de la source de courant ; le
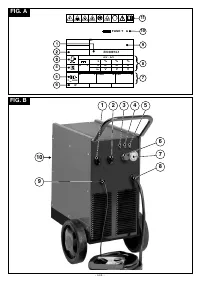
Version avec amorçage par contact (I max.
£
50A) (FIG. B)
2
fonctionnement de la machine est suspendu durant cette phase.
1 - Commutateur changement tension et arrêt.
- Le rétablissement est automatique (extinction du voyant) dès que la
- En position 400V (230V), la machine est prête au fonctionnement,
température est rentrée dans les limites autorisées.
signal lumineux allumé (3). Les circuits de contrôle et de service
5 - Signal lumineux jaune : SÉCURITÉ PRESSION D'AIR
sont alimentés mais la tension de la torche est absente (PAUSE).
- Allumé, indique que la pression d'air ne suffit pas à assurer un
- En position O (OFF), tout fonctionnement est suspendu ; les
fonctionnement correct de la torche; le fonctionnement de la
dispositifs de contrôle sont désactivés et le signal lumineux est
machine est suspendu durant cette phase.
éteint.
- Le rétablissement est automatique (extinction du voyant) dès que la
2 - Réglage du courant de coupe
température est rentrée dans les limites autorisées.
- Permet de configurer l'intensité du courant de coupe fourni par la
6 - Signal lumineux rouge : PANNE TORCHE
machine en fonction de l'application (épaisseur matériau/vitesse).
- Allumé, indique une panne de la torche, en général, un court-circuit
3 - Signal lumineux
entre électrode et buse ; le fonctionnement de la machine est
- Allumé, indique que la machine est prête au fonctionnement.
suspendu durant cette phase.
4 - Signal lumineux blanc : TORCHE SOUS TENSION
- Le rétablissement n'est pas automatique. Pour remettre le système
- Allumé, indique que le circuit de coupe est activé : Arc pilote ou arc
en fonctionnement (RESET), il est NÉCESSAIRE d'effectuer les
de coupe "ON".
opérations suivantes :
- Normalement éteint (circuit de coupe désactivé) avec le poussoir
- Placer l'interrupteur machine en position O.
torche NON actionné (condition de pause).
- Éliminer la cause de la panne, voir paragraphe "ENTRETIEN
- Éteint, avec le poussoir torche actionné, dans les conditions
TORCHE".
suivantes :
- Replacer l'interrupteur en position " I ".
- Durant les phases de PRÉ-AIR (1s) et de POST-AIR (>30s).
7 - Régulateur de pression air comprimé
- Si l'arc pilote n'est pas transféré vers la pièce dans un délai max. de
8 - Manomètre
2 secondes.
- Au moyen de la poignée (tirer pour débloquer et tourner), régler la
- Si l'arc de coupe s'interrompt du fait d'une distance excessive
pression et lire la valeur requise (bars) sur le manomètre ; pousser le
torche-pièce, usure excessive de l'électrode ou éloignement forcé
bouton pour bloquer le réglage.
torche-pièce.
- En cas d'intervention d'un système de SÉCURITÉ.
- 13 -
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Autres modèles de équipement de soudage Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA