Telwin INVERPULSE 320 MIG TIG MMA - Manuel d'utilisation - Page 10











- 118 -
STROJEVI ZA VARENJE SA STALNIM NAPAJANJEM ŽICOM ZA LUČNO VARENJE
MIG-MAG I FLUX, TIG, MMA PREDVIĐENI ZA STRUČNU I INDUSTRIJSKU
UPOTREBU.
Napomena: U slijedećem tekstu biti će korišten termin “stroj za varenje” .
1. OPĆA SIGURNOST ZA LUČNO VARENJE
Operater mora biti dovoljno obaviješten o sigurnosnoj upotrebi stroja za varenje
i informiran o rizicima vezanima za procedure lučnog varenja, o sigurnosnim
mjerama i o procedurama u slučaju hitnoće.
(Pozivati se i na ”TEHNIČKU SPECIFIKACIJU IEC ili CLC/TS 62081”:
POSTAVLJANJE I UPOTREBA STROJEVA ZA LUČNO VARENJE).
- Izbjegavati izravan dodir sa strujnim krugom varenja; napon u prazno koji
stvara generator može biti opasan u određenim situacijama.
- Spajanje kablova za varenje, kao i provjera i popravci moraju biti izvršeni dok
je stroj za varenje ugašen i isključen iz struje.
- Ugasiti stroj za varenje i isključiti ga iz strujne mreže prije zamjenjivanja
oštećenih dijelova baterije.
- Priključak na struju mora biti izvršen u skladu sa odredbama i zakonima za
zaštitu na radu.
- Stroj za varenje mora biti priključen isključivo na sistem napajanja sa
neutralnim sprovodnikom sa uzemljenjem.
- Provjeriti da je priključak za napajanje ispravno uzemljen.
- Stroj za varenje se ne smije upotrebljavati u vlažnim ili mokrim prostorima ili
na kiši.
- Ne smiju se koristiti kablovi sa oštećenom izolacijom ili sa nezategnutim
priključcima.
- U prisustvu sustava za hlađenje sa tekućinom, punjenje mora biti vršeno sa
ugašenim strojem za varenje koji nije priključen na mrežu.
- Ne smije se variti na posudama, sudovima ili cijevima koji su sadržali ili sadrže
zapaljive tekuće ili plinovite tvari.
- Izbjegavati varenje na materijalu koji je bio čišćen sa kloriranim rastvornim
sredstvima ili u blizini navedenih tvari.
- Ne smije se variti na posudama pod pritiskom.
- Udaljiti od radnog mjesta sve zapaljive tvari (npr. drvo, papir, krpe, itd.).
- Osigurati prikladno izmjenjivanje zraka ili prikladne uređaje za usisavanje
dimova koji se stvaraju prilikom varenja u blizini luka; potreban je sistematski
pristup kako bi se procijenila ograničenja izlaganju dimovima prilikom varenja
ovisno o njihovom sastojku, koncentraciji i trajanju izlaganja.
- Držati bocu daleko od izvora topline, uključujući sunčevih zraka (ako se
upotrebljava).
- Potrebno je primjeniti prikladnu električnu izolaciju u odnosu na elektrodu,
na komad koji se obrađuje i eventualne metalne dijelove položene na pod u
blizini (dostupne).
To se može postići koristeći prikladne zaštitne rukavice, cipele, kacige i odjeću
kao i izolacijske prostirače ili tepihe.
- Uvijek je potrebno zaštititi oči prikladnim maskama ili kacigama sa inaktinskim
HRVATSKI
KAZALO
1. OPĆA SIGURNOST ZA LUČNO VARENJE
....................................................... 118
2. UVOD I OPĆI OPIS
............................................................................................. 119
2.1 UVOD ............................................................................................................ 119
2.2 MOGUČNOST VARENJA METALA
.............................................................. 119
2.3 SERIJSKA OPREMA ..................................................................................... 119
2.4 DODATNA OPREMA ..................................................................................... 119
3.TEHNIČKI PODACI
.............................................................................................. 119
3.1 PLOČICA SA PODACIMA
............................................................................ 119
3.2 OSTALI TEHNIČKI PODACI
......................................................................... 119
4. OPIS STROJA ZA VARENJE ............................................................................. 119
4.1 UREĐAJ ZA KONTROLU, REGULACIJU I SPAJANJE
................................ 119
4.1.1 Stroj za varenje sa ugrađenim povlačenjem na prednjoj strani
........... 119
4.2 KONTROLNA PLOČA STROJA ZA VARENJE
............................................. 119
4.3 ODABIR I MEMORIZACIJA PROGRAMA .....................................................120
4.3.1 ODABIR TVORNIČKI PRETHODNO MEMORIZIRANIH
PROGRAMA .......................................................................................120
4.3.1.1 SINERGIČNI programi MIG-MAG
...........................................120
4.3.1.2 RAD KOD RUČNOG NAČINA (“PRG 0”)
................................121
4.3.2 MEMORIZACIJA I ODABIR PERSONALIZIRANIH
PROGRAMA KOD MIG-MAG .............................................................121
4.3.2.1 Uvod ........................................................................................121
4.3.2.2 Kapacitet memorizacije personaliziranih programa
kod MIG-MAG .........................................................................121
4.3.2.3 Procedura za memorizaciju (SAVE) ........................................121
4.3.2.4 Procedura za ponovni odabir personaliziranog
programa (RECALL) ................................................................121
5. POSTAVLJANJE STROJA .................................................................................121
5.1 POSTAVLJANJE STROJA ZA VARENJE .....................................................121
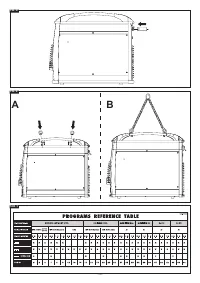
5.2 NAČIN PODIZANJASTROJA ZA VARENJE
.................................................121
5.3 POLOŽAJ STROJA ZA VARENJE
................................................................121
5.4 PRESPAJANJE NA MREŽU
.........................................................................121
5.4.1 Napomene ...........................................................................................121
5.4.2 UTIKAČ I UTIČNICA
...........................................................................121
5.5 PRIKLJUČCI KRUGA VARENJA
..................................................................121
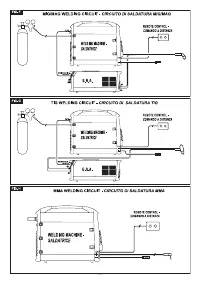
5.5.1 VARENJE SA ŽICOM MIG-MAG
.........................................................121
5.5.1.1 Spajanje plinske boce .............................................................121
5.5.1.2 Spajanje plamenika .................................................................121
5.5.1.3 Priključak povratnog kabela struje za varenje
.........................121
5.5.2 VARENJE TIG .....................................................................................121
5.5.2.1 Prespajanje plinske boce ........................................................121
5.5.2.2 Prespajanje povrtanog kabela struje varenja ..........................121
5.5.2.3 Prespajanje baterije .................................................................121
5.5.3 VARENJE SA OBLOŽENOM ELEKTRODOM MMA
...........................122
5.5.3.1 Spajanje hvataljke za držanje elektrode
..................................122
5.5.3.2 Prespajanje povratnog kabela struje varenja ..........................122
5.5.4 Preporuke ............................................................................................122
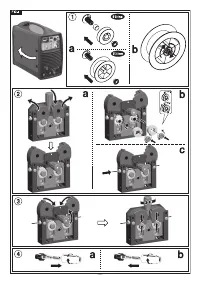
5.6 POSTAVLJANJE KOLUTA ŽICE
..................................................................122
5.7 ZAMJENA OPLATE VODIČA ŽICE U BATERIJI
...........................................122
5.7.1 Oplata na spiralu za žice od čelika
......................................................122
5.7.2 Oplata od sintetičkog materijala za žice od aluminijuma
.....................122
6. VARENJE: OPIS PROCEDURE
.........................................................................122
6.1 VARENJE MIG-MAG .....................................................................................122
6.1.1 NAČIN PRIJENOSA SHORT ARC (KRATAK LUK)
.............................122
6.1.2 NAČIN PRIJENOSA SPRAY ARC (PRSKANI LUK)
............................122
6.1.3 NAČIN PRIJENOSA PULSE ARC (PULSIRAJUĆI LUK)
....................122
6.1.4 REGULACIJA PARAMETARA VARENJA MIG-MAG ...........................123
6.1.4.1 Zaštitni plin
..............................................................................123
6.1.4.2 Struja varenja ..........................................................................123
6.1.4.3 Napon luka i gašenje luka (pinch-off)
......................................123
6.1.5 RAD BI-LEVEL I PULSE ON PULSE ..................................................123
6.2 VARENJE TIG (DC) ......................................................................................123
6.2.1 Paljenje LIFT ........................................................................................123
6.3 VARENJE SA OBLOŽENOM ELEKTRODOM MMA
.....................................123
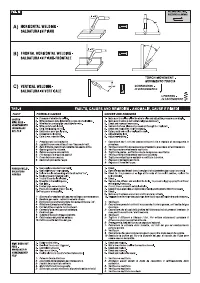
6.4 KVALITETA VARENJA ..................................................................................123
7. SERVISIRANJE ..................................................................................................123
7.1 REDOVNO SERVISIRANJE ........................................................................123
7.1.1 Baterija.................................................................................................123
7.1.2 Uređaj za napajanje žicom
.................................................................123
7.2 IZVANREDNO SERVISIRANJE ...................................................................123
8. NEPRAVILNOSTI, RAZLOZI I RJEŠENJA
..............................................................
str.
str.
staklima.
Upotrebljavati zaštitnu odjeću otpornu na vatru izbjegavajući izlaganje kože
ultraljubičastim i infracrvenim zrakama koje proizvodi luk; potrebni je zaštititi
i druge osobe koje se nalaze u blizini luka sa nereflektirajućim zaslonima ili
zavjesama.
- Buka: ako se uslijed posebno intenzivnog varenja registrira razina dnevnog
osobnog izlaganja (LEPd) koji je jednak ili veći od 85db(A), obavezna je
upotreba prikladne opreme za individualnu zaštitu.
- Elektromagnetska polja koja se stvaraju prilikom varenja mogu utjecati na rad
električnih i elektronskih uređaja.
Nositelji električnih ili elektronskih životnih uređaja (npr. Pace-maker,
respiratori itd...), moraju se savjetovati sa liječnikom prije boravljenja u blizini
mjesta gdje se koristi ova vrsta stroja za varenje.
Nositeljima električnih ili elektronskih životnih uređaja savjetuje se da ne
upotrebljavaju ovu vrstu stroja za varenje.
- Ova vrsta stroja za varenje zadovoljava uvjete tehničkih standarda proizvoda
za isključivu upotrebu u industriji i za stručnu upotrebu.
Ne garantira se zadovoljavanje elektromagnetske kompatibilnosti u
domaćinstvu.
DODATNE MJERE OPREZA
- OPERACIJE VARENJA:
- U prostorima sa visokim rizikom strujnog udara;
- U zatvorenim prostorima;
- U prisustvu zapaljivih ili eksplozivnih materijala.
MORAJU biti preventivno biti procjenjene od strane “Stručne osobe” i izvršene
u prisustvu drugih osoba obučenih za intervencije u slučaju hitnoće.
MORAJU se poduzeti tehničke sigurnosne mjere opisane pod točkom 5.10;
A.7; A.9. “TEHNIČKE SPECIFIKACIJE IEC ili CLC/TS 62081”.
- MORA biti zabranjeno varenje operateru uzdignutom u odnosu na pod, osim u
slučaju upotrebe sigurnosnih platformi.
- NAPON IZMEĐU NOSAČA ELEKTRODA ILI BATERIJA: radeći sa više strojeva
za varenje na jednom dijelu ili na više dijelova koji su električno povezani
može se stvoriti opasni skup napona u prazno između dva različita nosača
elektroda ili baterija, a vrijednost možedostići dvostruki prihvatljivi limit.
Potrebni je da iskusni koordinator izvrši instrumentalno mjerenje kako bi se
uspostavilo postoji li kakav rizik i koji bi poduzeo prikladne zaštitne mjere kao
što je navedeno pod točkom 5.9 ”TEHNIČKE SPECIFIKACIJE IEC ili CLC/TS
62081”.
OSTALI RIZICI
- PREVRTANJE: postaviti stroj za varenje na vodoravnu površinu koja ima
prikladnu nosivost u odnosu na težinu stroja; u protivnom (npr. Nagnut pod,
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Autres modèles de équipement de soudage Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA