RÈGLES GÉNÉRALES DE SÉCURITÉ POUR LE; 2081: INSTALLATION ET UTILISATION DES APPAREILS POUR LE SOUDAGE; SOMMAIRE - Telwin INVERPULSE 320 MIG TIG MMA - Manuel d'utilisation - Page 4











- 16 -
protection afin d’éviter d’exposer l’épiderme aux rayons ultraviolets produits
par l’arc. Ces mesures de protection doivent également être étendues à toute
personne se trouvant à proximité de l’arc au moyen d’écrans ou de rideaux
non réfléchissants.
- Bruit: si, du fait d’opérations de soudage particulièrement intensives, le
niveau d’exposition quotidienne personnelle (LEPd) est égal ou supérieur
à 85db (A), l’utilisation de moyens de protection individuelle adéquats est
obligatoire.
- Les champs électromagnétiques produits par le processus de soudage
peuvent interférer avec le fonctionnement des appareils électriques et
électroniques.
Les porteurs d’appareils électriques ou électroniques médicaux (par ex.,
stimulateurs cardiaques, respirateurs, etc.) doivent consulter leur médecin
traitant avant de stationner à proximité des zones d’utilisation du poste de
soudage. L’utilisation du poste de soudage est déconseillée aux porteurs
d’appareils électriques ou électroniques médicaux.
- Ce poste de soudage est conforme à la norme technique de produit pour
une utilisation exclusive dans un environnement industriel et de type
professionnel.
La conformité à la compatibilité électromagnétique en milieu domestique
n’est pas garantie.
PRÉCAUTIONS SUPPLÉMENTAIRES
- TOUTE OPÉRATION DE SOUDAGE:
- Dans des lieux comportant des risques accrus de choc électrique
- Dans des lieux fermés
- En présence de matériaux inflammables ou comportant des risques
d’explosion
DOIT être soumise à l’approbation préalable d’un ”Responsable expert”, et
toujours effectuée en présence d’autres personnes formées pour intervenir
en cas d’urgence.
Les moyens techniques de protection décrits aux points 5.10; A.7; A.9. de la
”SPÉCIFICATION TECHNIQUE CLC/TS (CEI) 62081” DOIVENT être adoptés.
- NE JAMAIS procéder au soudage si le poste de soudage ou le dispositif
d’alimentation du fil est maintenu par l’opérateur (par ex. au moyen de
courroies).
- Tout soudage par l’opérateur en position surélevée est interdit, sauf en cas
d’utilisation de plates-formes de sécurité.
- TENSION ENTRE PORTE-ÉLECTRODE OU TORCHES: toute intervention
effectuée avec plusieurs postes de soudage sur la même pièce ou sur
plusieurs pièces connectées électriquement peut entraîner une accumulation
de tension à vide dangereuse entre deux porte-électrode ou torches pouvant
atteindre le double de la limite admissible.
Il est indispensable qu’un coordinateur expert procède à la mesure des
instruments pour déterminer la présence effective de risques, et adopte
des mesures de protection adéquates, comme indiqué au point 5.9 de la
SPÉCIFICATION TECHNIQUE CLC/TS 62081.
1.RÈGLES GÉNÉRALES DE SÉCURITÉ POUR LE
SOUDURE À L’ARC
L’opérateur doit être informé de façon adéquate sur l’utilisation en toute
sécurité du poste de soudage, ainsi que sur les risques liés aux procédés de
soudage à l’arc, les mesures de précaution et les procédures d’urgence devant
être adoptées.
(Se reporter également à la ”SPÉCIFICATION TECHNIQUE CEI ou CLC/TS
62081: INSTALLATION ET UTILISATION DES APPAREILS POUR LE SOUDAGE
À L’ARC).
- Éviter tout contact direct avec le circuit de soudage; dans certains cas, la
tension à vide fournie par le poste de soudage peut être dangereuse.
- Éteindre le poste de soudage et le débrancher de la prise secteur avant
de procéder au branchement des câbles de soudage et aux opérations de
contrôle et de réparation.
- Éteindre le poste de soudage et le débrancher de la prise secteur avant de
remplacer les pièces de la torche sujettes à usure.
- L’installation électrique doit être effectuée conformément aux normes et à la
législation sur la prévention des accidents du travail.
- Le poste de soudage doit exclusivement être connecté à un système
d’alimentation avec conducteur le neutre relié à la terre.
- S’assurer que la prise d’alimentation est correctement reliée à la terre.
- Ne pas utiliser le poste de soudage dans des milieux humides, sur des sols
mouillés ou sous la pluie.
- Ne pas utiliser de câbles à l’isolation défectueuse ou aux connexions
desserrées.
- En cas d’utilisation d’un système de refroidissement liquide, le remplissage
d’eau doit être effectué avec le poste de soudage à l’arrêt et débranché du
réseau d’alimentation électrique.
- Ne pas souder sur emballages, récipients ou tuyauteries contenant ou ayant
contenu des produits inflammables liquides ou gazeux.
- Éviter de souder sur des matériaux nettoyés avec des solvants chlorurés ou
à proximité de ce type de produit.
- Ne pas souder sur des récipients sous pression.
- Ne laisser aucun matériau inflammable à proximité du lieu de travail (par
exemple bois, papier, chiffons, etc.).
- Prévoir un renouvellement d’air adéquat des locaux ou installer à proximité
de l’arc des appareils assurant l’élimination des fumées de soudage; une
évaluation systématique des limites d’exposition aux fumées de soudage
en fonction de leur composition, de leur concentration et de la durée de
l’exposition elle-même est indispensable.
- Protéger la bonbonne de gaz des sources de chaleur, y compris des rayons
UV (si prévue).
- Prévoir un isolement électrique adéquat de l’électrode, de la pièce en cours
de traitement, et des éventuelles parties métalliques se trouvant à proximité
(accessibles). Cet isolement est généralement assuré au moyen de gants, de
chaussures de sécurité et autres spécifiquement prévus, ainsi que de plate-
formes ou de tapis isolants.
- Toujours protéger les yeux au moyen de verres inactiniques spéciaux
montés sur le masque ou le casque. Utiliser des gants et des vêtements de
FRANÇAIS
SOMMAIRE
1. RÈGLES GÉNÉRALES DE SÉCURITÉ POUR LE SOUDURE À L’ARC ...........16
2. INTRODUCTION ET DESCRIPTION GÉNÉRALE ...............................................17
2.1 INTRODUCTION .............................................................................................17
2.2 SOUDABILITÉ DES MÉTAUX ........................................................................17
2.3 ACCESSOIRES DE SÉRIE .............................................................................17
2.4 ACCESSOIRES SUR DEMANDE ...................................................................17
3. DONNÉES TECHNIQUES ....................................................................................17
3.1 PLAQUETTE INFORMATIONS ......................................................................17
3.2 AUTRES INFORMATIONS TECHNIQUES .....................................................17
4. DESCRIPTION DU POSTE DE SOUDAGE .........................................................17
4.1 DISPOSITIFS DE CONTRÔLE, RÉGLAGE ET CONNEXION .......................17
4.1.1 Poste de soudage avec entraînement intégré
.......................................17
4.2 PANNEAU DE CONTRÔLE DU POSTE DE SOUDAGE ................................17
4.3 RAPPEL ET MÉMORISATION DES PROGRAMMES ....................................19
4.3.1 RAPPEL DES PROGRAMMES MÉMORISÉS
PAR LE CONSTRUCTEUR ..................................................................19
4.3.1.1 Programmes MIG-MAG SYNERGIQUES .................................19
4.3.1.2 FONCTIONNEMENT EN MANUEL (”PRG 0”) ..........................19
4.3.2 MÉMORISATION ET RAPPEL DE PROGRAMMES
PERSONNALISÉS EN MIG-MAG.........................................................19
4.3.2.1 Introduction ................................................................................19
4.3.2.2 Capacité de mémorisation des programmes
personnalisés en MIG-MAG
......................................................19
4.3.2.3 Procédure de mémorisation (SAVE)
..........................................19
4.3.2.4 Procédure de rappel d’un programme
personnalisé (RECALL)
.............................................................19
5. INSTALLATION .....................................................................................................19
5.1 MISE EN PLACE .............................................................................................19
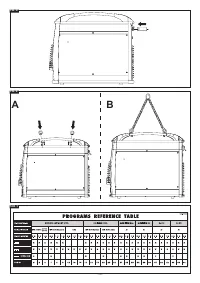
5.2 MODE DE SOULÈVEMENT DU POSTE DE SOUDAGE ...............................19
5.3 EMPLACEMENT DU POSTE DE SOUDAGE ................................................19
5.4 RACCORDEMENT AU RÉSEAU ..................................................................19
5.4.1 Avertissements ......................................................................................19
5.4.2 Fiche et prise ........................................................................................19
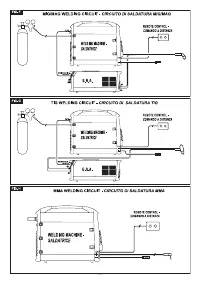
5.5. CONNEXIONS DU CIRCUIT DE SOUDAGE ................................................19
5.5.1 SOUDAGE FIL MIG-MAG .....................................................................19
5.5.1.1 Connexion de la bouteille de gaz ..............................................19
5.5.1.2 Connexion de la torche .............................................................19
5.5.1.3 Connexion câble de retour du courant de soudage ..................19
5.5.2 SOUDAGE TIG ......................................................................................19
5.5.2.1 Connexion à la bonbonne de gaz .............................................19
5.5.2.2 Connexion câble de retour du courant de soudage ..................20
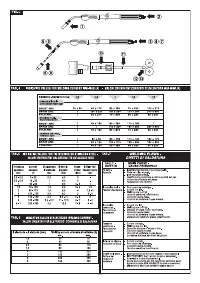
5.5.2.3 Connexion de la torche .............................................................20
5.5.3 SOUDAGE AVEC ÉLECTRODE ENROBÉE MMA ...............................20
5.5.3.1 Connexion de la pince porte-électrode
......................................20
5.5.3.2 Connexion câble de retour du courant de soudage ..................20
5.5.4 RECOMMANDATIONS .........................................................................20
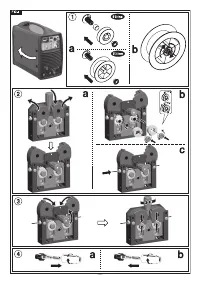
5.6. CHARGEMENT DE LA BOBINE DE FIL ........................................................20
5.7 REMPLACEMENT DE LA GAINE GUIDE-FIL DE LA TORCHE .....................20
5.7.1 Gaine à spirale pour fils en acier
...........................................................20
5.7.2 Gaine en matière synthétique pour fils en aluminium
............................20
6.SOUDAGE: DESCRIPTION DU PROCÉDÉ
..........................................................20
6.1 SOUDAGE MIG-MAG ....................................................................................20
6.1.1 MODE DE TRANSFERT SHORT ARC (ARC COURT) ........................20
6.1.2 MODE DE TRANSFERT SPRAY ARC (PULVÉRISATION AXIALE) ....20
6.1.3 MODE DE TRANSFERT PULSE ARC (ARC PULSÉ) ..........................20
6.1.4 RÉGLAGE DES PARAMÈTRES DE SOUDAGE
EN MODE DE SOUDAGE MIG-MAG ...................................................21
6.1.4.1 Gaz de protection ......................................................................21
6.1.4.2 Courant de soudage ..................................................................21
6.1.4.3 Tension d’arc et réduction de l’arc (pinch-off)
............................21
6.1.5 FONCTIONNEMENT BI-LEVEL ET PULSE ON PULSE ......................21
6.2 SOUDAGE TIG (CC) .......................................................................................21
6.2.1 Amorçage LIFT .....................................................................................21
6.3 SOUDAGE AVEC ÉLECTRODE ENROBÉE MMA .........................................21
6.4 QUALITÉ DU SOUDAGE ................................................................................21
7. ENTRETIEN ..........................................................................................................21
7.1.1 Torche ...................................................................................................21
7.1.2 Dispositif d’alimentation du fil
................................................................21
7.2 ENTRETIEN CORRECTIF ..............................................................................21
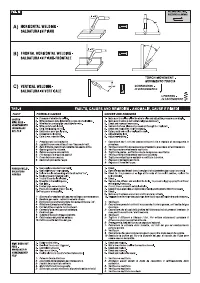
8. ANOMALIES, CAUSES ET SOLUTIONS ............................................................21
pag.
pag.
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Autres modèles de équipement de soudage Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA