Telwin INVERPULSE 320 MIG TIG MMA - Manuel d'utilisation - Page 5











- 17 -
RISQUES RÉSIDUELS
- RENVERSEMENT: Installer le poste de soudage sur une surface horizontale
de portée adéquate pour éviter tout risque de renversement (par ex. en cas de
sol incliné ou irrégulier, etc.).
- Il est interdit de soulever l’unité chariot avec poste de soudage, dispositif
d’alimentation du fil et groupe de refroidissement (si prévu).
- La seule opération de soulèvement AUTORISÉE est celle prévue dans la
section ”INSTALLATION” de ce manuel.
- UTILISATION INCORRECTE: il est dangereux d’utiliser le poste de soudage
pour d’autres applications que celles prévues (ex.: décongélation des
tuyauteries du réseau hydrique.)
- DÉPLACEMENT DU POSTE DE SOUDAGE ET DE SON CHARIOT : toujours
fixer la bouteille de façon adéquate afin d’empêcher toute chute accidentelle.
Les protections et les parties mobiles de la structure du poste de soudage et du
dispositif d’alimentation du fil doivent être installées avant de brancher le poste
de soudage au réseau secteur.
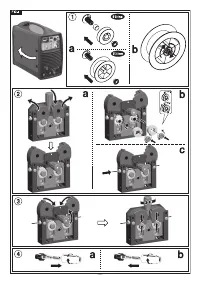
ATTENTION! Toute intervention manuelle effectuée sur les parties en mouvement
du dispositif d’alimentation du fil, comme par exemple:
- Remplacement des rouleaux et/ou du guide-fil
- Introduction du fil dans les rouleaux
- Chargement de la bobine de fil
- Nettoyage des rouleaux, des engrenages et de la partie située en dessous de
ces derniers
- Lubrification des engrenages
DOIT ÊTRE EFFECTUÉE AVEC LE POSTE DE SOUDAGE ÉTEINT ET DÉBRANCHÉ
DU RÉSEAU D’ALIMENTATION ÉLECTRIQUE.
2. INTRODUCTION ET DESCRIPTION GÉNÉRALE
2.1 INTRODUCTION
Ce poste de soudage comprend une alimentation en énergie électrique et un dispositif
d’alimentation du fil incorporé. La source de courant est un redresseur à alimentation
triphasée multiprocédés (MIG-MAG SYNERGIQUE continu ou pulsé, TIG et MMA)
avec réglage électronique (mode commutation) contrôlé par microprocesseur avec
pont entier côté primaire. Le dispositif d’alimentation du fil est équipé d’un groupe
d’entraînement du fil à 4 rouleaux motorisés avec régulation indépendante de la
pression d’entraînement: le panneau de contrôle numérique, auquel est incorporée la
carte de régulation à microprocesseur, remplit trois fonctions essentielles:
a) CONFIGURATION ET RÉGLAGE DES PARAMÈTRES
Cette interface utilisateur permet la configuration et le réglage des paramètres
d’exploitation, la sélection des programmes mémorisés, l’affichage sur écran de
l’état et de la valeur des paramètres.
b)
RAPPEL DE PROGRAMMES SYNERGIQUES PRÉMÉMORISÉS POUR
SOUDAGE MIG-MAG
Ces programmes ont été prédéfinis et mémorisés par le constructeur et ne peuvent
donc être modifiés; le rappel de l’un de ces programmes permet à l’utilisateur de
sélectionner un point d’intervention précis (correspondant à un groupe de différents
paramètres de soudage indépendants) en régulant une seule grandeur. Tel est
le concept de
SYNERGIE
, lequel permet d’obtenir sans aucune difficulté une
régulation optimale du poste de soudage en fonction de la spécificité des différentes
conditions opérationnelles.
c)
MÉMORISATION ET RAPPEL DE PROGRAMMES PERSONNALISÉS
Cette fonction est disponible tant dans le contexte d’un programme synergique
qu’en mode manuel (dans ce dernier cas, la configuration de tous les paramètres
de soudage est arbitraire.) Ce mode de fonctionnement permet à l’utilisateur de
mémoriser puis de rappeler un soudage spécifique.
2.2 SOUDABILITÉ DES MÉTAUX
MIG-MAG
Le poste de soudage est indiqué pour le soudage MIG de l’aluminium
et des alliages d’aluminium, le brasage MIG, typiquement effectué sur des tôles
zinguées, et le soudage MAG des aciers au carbone, alliages d’acier léger et aciers
inox. Le soudage MIG de l’aluminium et des alliages d’aluminium doit être effectué en
utilisant des fils fourrés à la composition compatible avec le matériau à souder et un
gaz de protection Ar pur (99,9%).
Le brasage MIG type s’effectue sur des tôles zinguées en utilisant des fils pleins en
alliage de cuivre (ex. cuivre silicium ou cuivre aluminium) avec gaz de protection Ar
pur (99,9%).
Le soudage MAG des aciers au carbone et des alliages légers doit être effectué en
utilisant des fils pleins ou fourrés ayant une composition compatible avec le matériau
à souder et un gaz de protection CO2 mélanges Ar/CO2 ou Ar/CO2-O2 (Argon
typiquement > 80%).
Pour le soudage des aciers inox sont généralement utilisés des mélanges de gaz Ar/
O2 ou Ar/CO2 (Ar typiquement>98%).
TIG
Le poste de soudage est prévu pour un soudage TIG en courant continu (CC)
avec amorçage de l’arc par contact (mode LIFT ARC) pouvant être utilisé avec tous
les types d’acier (au carbone, bas-alliés et fortement alliés) et des métaux lourds
(cuivre, nickel, titane et leurs alliages) avec gaz de protection Ar pur (99,9%) ou bien,
pour des utilisations particulières, avec des mélanges Argon/Hélium.
MMA
Le poste de soudage est prévu pour le soudage avec électrode MMA en courant
continu (CC) avec tous les types d’électrodes enrobées.
2.3 ACCESSOIRES DE SÉRIE
- Adaptateur bonbonne ARGON IT.
- Câble et pince de masse.
- Réducteur de pression 2 manomètres.
- Torche MIG 3m
2.4 ACCESSOIRES SUR DEMANDE
- Chariot
- Commande à distance manuelle à 1 potentiomètre. (TIG et MMA uniquement).
- Commande à distance manuelle à 2 potentiomètres.
- SPOOL GUN.
- Groupe de refroidissement à l’eau G.R.E.
- kit soudage aluminium.
- Kit soudage MMA 600A.
- Torche MIG 5m 500A.
- Torche MIG 3m 270A 500A R.E.
- Torche MIG 5m 270A 500A R.E.
- Torche TIG 4m ou 8m, 220A.
- Torche TIG 4m ou 8m, 350A R.E.
- Torche mig/tig up/down, avec ou sans potentiomètre.
- Torche PUSH PULL.
- Torches avec séries rs485 sur demande.
3. DONNÉES TECHNIQUES
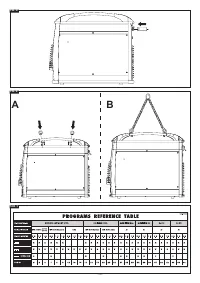
3.1 PLAQUETTE INFORMATIONS (FIG. A)
Les principales informations concernant les performances du poste de soudage sont
résumées sur la plaque des caractéristiques avec la signification suivante:
1-
Degré de protection de la structure.
2-
Symbole de la ligne d’alimentation.
1~: tension alternative monophasée;
3~: tension alternative triphasée.
3-
Symbole
S
: indique qu’il est possible d’effectuer des opérations de soudage dans
un milieu présentant des risques accrus de choc électrique (par ex. à proximité
immédiate de grandes masses métalliques).
4-
Symbole du procédé de soudage prévu.
5-
Symbole de la structure interne du poste de soudage.
6-
Norme EUROPÉENNE de référence pour la sécurité et la construction des postes
de soudages pour soudage à l’arc.
7-
Numéro d’immatriculation pour l’identification du poste de soudage (indispensable
en cas de nécessité d’assistance technique, demande pièces de rechange,
recherche provenance du produit).
8-
Performances du circuit de soudage:
-
U
0
: Tension maximale à vide (circuit de soudage ouvert).
-
I
2
/U
2
: Courant et tension correspondante normalisée (U
2
= (20 + 0,04 I
2
) V)
pouvant être distribués par la machine durant le soudage.
-
X:
Rapport d’intermittence: indique le temps durant lequel la machine peut
distribuer le courant correspondant (même colonne). S’exprime en % sur la base
d’un cycle de 10 minutes (par ex.: 60% = 6 minutes de travail, 4 minutes de
pause; et ainsi de suite).
En cas de dépassement des facteurs d’utilisation (figurant sur la plaquette et
indiquant 40°), la protection thermique se déclenche et le poste de soudage
se place en veille tant que la température ne rentre pas dans les limites
autorisées.
-
A/V - A/V:
indique la plage de régulation du courant de soudage (minimum -
maximum) à la tension d’arc correspondante.
9-
Informations caractéristiques de la ligne d’alimentation:
-
U
1
: tension alternative et fréquence d’alimentation du poste de soudage (limites
admises ± 10%).
-
l
1max
: courant maximal absorbé par la ligne.
-
I
1eff
: co
urant d’alimentation efficace.
10-
:
Valeur des fusibles à commande retardée à prévoir pour la protection
de la ligne.
11-
Symboles se référant aux normes de sécurité dont la signification figure au chapitre
1 “Régles générales de sécurité pour le soudage à l’arc ”.
Note: La plaquette représentée indique la signification des symboles et des chiffres;
les valeurs exactes des informations techniques du poste de soudage doivent être
vérifiées directement sur la plaquette du poste de soudage.
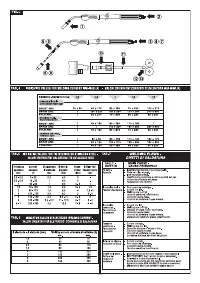
3.2 AUTRES INFORMATIONS TECHNIQUES:
- POSTE DE SOUDAGE:
voir tableau (TAB.1)
- TORCHE:
voir tableau (TAB.2)
4. DESCRIPTION DU POSTE DE SOUDAGE
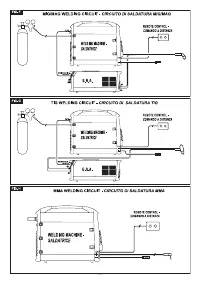
4.1 DISPOSITIFS DE CONTRÔLE, RÉGLAGE ET CONNEXION (FIG. B)
4.1.1 Poste de soudage avec entraînement intégré
sur le côté antérieur :
1-
Panneau de contrôle (voir description).
2-
Prise rapide négative (-) pour câble courant de soudage (câble de masse pour
MIG et MMA, câble torche pour TIG).
3-
Raccord gaz pour torche TIG.
4-
Connecteur 3p pour câble contrôle TORCHE TIG.
5-
Connecteur à 14 pôles pour connexion de la commande à distance.
6-
Connexion centralisée pour torche MIG (Euro).
7-
Prise rapide positive (+) pour câble de masse soudage TIG.
sur le côté postérieur :
8-
Interrupteur général ON/OFF.
9-
Raccord tube gaz (bouteille)
pour soudage TIG
.
10-
Raccord tube gaz (bouteille)
pour soudage MIG
.
11-
Câble d’alimentation avec fixe-câble.
12-
Connecteur 5p pour groupe de refroidissement à l’eau.
13-
Fusible.
4.2 PANNEAU DE CONTRÔLE DU POSTE DE SOUDAGE (FIG. C)
1- DEL de signalisation ALARME (la sortie de la machine est bloquée).
Le rétablissement est automatique dès la disparition de la cause de l’alarme.
Messages d’alarme indiqués sur les écrans
(15)
et
(16)
:
- ”AL1” :
intervention protection thermique du circuit primaire.
- ”AL2” :
intervention protection thermique du circuit secondaire.
- ”AL3” :
intervention protection pour surtension de la ligne d’alimentation.
- ”AL4” :
intervention protection pour sous-tension ligne d’alimentation
- ”AL5” :
intervention protection pour pression insuffisante du circuit de
refroidissement à l’eau de la torche. Le rétablissement n’est pas
automatique.
-
“AL7” :
intervention protection pour surintensité en mode de soudage MIG-
MAG.
-
“AL8” :
panne ligne sérielle : court-circuit sur torche.
-
“AL9” :
intervention protection composants magnétiques.
-
“AL10” :
panne ligne sérielle : ligne sérielle déconnectée.
-
“AL11” :
intervention protection pour manque de phase de la ligne
d’alimentation.
-
“AL12” :
panne ligne sérielle : erreur de données.
-
“AL13” :
dépôt de poussière excessif à l’intérieur du poste de soudage,
rétablissement avec :
- nettoyage interne de la machine ;
- touche écran du panneau de contrôle.
Lors de l’extinction du poste de soudage, le message
”AL4”
ou
“AL11”
peut
s’afficher durant quelques secondes.
2- DEL de signalisation PRÉSENCE DE TENSION SUR TORCHE OU
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Autres modèles de équipement de soudage Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA