Telwin INVERPULSE 320 MIG TIG MMA - Manuel d'utilisation - Page 7











- 19 -
matériau à souder, le courant de soudage et la vitesse du fil,
“PRG 0” sélection manuelle : la configuration de chaque paramètre est
indépendante de celle des autres.
Programmes de “1” à “44”: la configuration de chaque paramètre (ex. épaisseur
du matériau) définit automatiquement les autres paramètres (ex. courant de
soudage et vitesse du fil).
4.3 RAPPEL ET MÉMORISATION DES PROGRAMMES
4.3.1 RAPPEL DES PROGRAMMES MÉMORISÉS PAR LE CONSTRUCTEUR
4.3.1.1 Programmes MIG-MAG SYNERGIQUES
Le poste de soudage prévoit 44
programmes synergiques mémorisés
, dont les
caractéristiques sont identifiées sur le tableau
(TAB.3) auquel se reporter pour
la sélection du programme correspondant au type de soudage devant être
exécuté.
La sélection d’un programme déterminé s’effectue en pressant en séquence la touche
”PRG”, à laquelle correspond sur l’écran un numéro compris entre ”0” et ”44” (à ”0” ne
correspond pas un programme synergique, mais le fonctionnement en mode manuel,
comme décrit au paragraphe suivant.)
Remarque: À l’intérieur d’un programme synergique, procéder en priorité à la
sélection du mode de transfert désiré, PULSE ARC ou SHORT/SPRAY ARC, au
moyen de la touche prévue (voir FIG. C, touche (7)).
Remarque:
Tous les types de fils non prévus sur le tableau peuvent être utilisés
en mode manuel ”PRG 0”.
4.3.1.2 FONCTIONNEMENT EN MANUEL (”PRG 0”)
Le fonctionnement en mode manuel correspond au ”0” de l’écran, et n’est activé que si
le mode de transfert SHORT/SPRAY ARC
(FIG. C, touche (7))
a été sélectionné.
Avec ce mode, aucune synergie n’étant prévue, tous les paramètres de soudage
doivent être configurés manuellement par l’opérateur.
Attention !
La configuration de tous les paramètres est libre si les valeurs attribuées à
ces derniers sont compatibles avec un procédé de soudage correct.
Remarque: Le mode de transfert PULSE ARC NE PEUT être utilisé en sélection
manuelle.
4.3.2 MÉMORISATION ET RAPPEL DE PROGRAMMES PERSONNALISÉS EN
MIG-MAG
4.3.2.1 Introduction
Le poste de soudage permet de mémoriser (SAVE) des programmes de travail
personnalisés correspondant à un JEU de paramètres valides pour un soudage donné.
Chacun des programmes mémorisés peut être rappelé (RECALL) à tout moment,
l’opérateur disposant ainsi d’un poste de soudage ”prêt à l’utilisation” pour un travail
spécifique optimisé précédemment.
4.3.2.2 Capacité de mémorisation des programmes personnalisés en MIG-MAG
Le poste de soudage prévoit la mémorisation de programmes personnalisés en trois
groupes correspondant aux trois modes de transfert en synergie (SHORT/SPRAY
ARC Arc pulsé et Pulse on pulse) et au fonctionnement en mode manuel avec les
spécifications suivantes :
- ARC PULSÉ SYNERGIQUE PULSE ON PULSE : 10 programmes mémorisables
(numéros disponibles de “1” à “10”),
-
PULSE ARC SYNERGIQUE: 10 programmes mémorisables (numéros disponibles
de ”1” à ”10”),
-
SHORT/SPRAY ARC SYNERGIQUE: 10 programmes mémorisables (numéros
disponibles de ”1” à ”10”),
- SHORT/SPRAY ARC MANUEL (”PRG=0”):
10 programmes mémorisables
(numéros disponibles de ”1” à ”10”).
Pour rappeler effectivement le programme devant être utilisé, lors de la sélection
du numéro (comme décrit au par. 4.3.1), sélectionner le mode de transfert désiré
ARC PULSÉ, ARC PULSÉ PULSE-ON- PULSE ou SHORT/SPRAY ARC ou bien
sélectionner “PRG=0” si programmes mémorisés en mode manuel.
4.3.2.3 Procédure de mémorisation (SAVE).
Après avoir réglé le poste de soudage de façon optimale en vue d’un soudage
déterminé, procéder comme suit
(FIG. C):
a)
Enfoncer la touche
(5)
”SAVE”.
b)
”
Pr
” apparaît sur l’écran
(16),
et un numéro (compris entre ”1” et ”10”) apparaît sur
l’écran
(15)
.
c)
Tourner le bouton codeur (indifféremment le
(13)
ou le
(14)
), et sélectionner le
numéro pour la mémorisation du programme (voir également 4.3.2 ).
d)
Enfoncer à nouveau la touche ”SAVE”.
e)
Les écrans
(15)
et
(16)
clignotent.
f)
Enfoncer à nouveau, dans un délai maximal de deux secondes, la touche ”SAVE”.
g)
Sur les écrans apparaît ”
St Pr
”, indiquant que le programme a été mémorisé ;
après 2 secondes, les écrans commutent automatiquement sur les valeurs
correspondant aux paramètres venant d’être mémorisés.
Remarque: Si, en cas de clignotement de l’écran, la touche ”SAVE” n’est pas à
nouveau pressée dans un délai de 2 secondes, les écrans indiquent ”
No St
” et le
programme n’est pas mémorisé ; les écrans reviennent automatiquement à l’indication
initiale.
4.3.2.4 Procédure de rappel d’un programme personnalisé (RECALL)
Avant de procéder aux opérations de rappel d’un programme, contrôler que le mode de
transfert sélectionné (ARC PULSÉ,
ARC PULSÉ PULSE-ON-PULSE,
SHORT/SPRY
ARC ou “PRG=0”) est effectivement celui que l’on a l’intention d’utiliser. Procéder
ensuite de la façon suivante
(FIG. C):
a)
Enfoncer la touche ”RECALL”.
b)
”
Pr
” apparaît sur l’écran
(16)
et un numéro (compris entre ”1” et ”10”) sur l’écran
(15)
.
c)
Tourner le bouton codeur (indifféremment le
(13)
ou le
(14)
), et sélectionner le
numéro sous lequel a été mémorisé le programme devant être utilisé.
d)
Enfoncer à nouveau la touche ”RECALL” durant plus de 2 secondes.
e)
Sur les écrans apparaît ”
Ld Pr
”, indiquant que le programme a été rappelé
; les écrans commutent automatiquement après 2 secondes sur les valeurs
correspondant au programme venant d’être rappelé.
Remarque: Si la touche ”RECALL” n’est pas pressée durant plus de 2 secondes,
les écrans indiquent
”No Ld”
et le programme n’est pas chargé ; les écrans
reviennent automatiquement à l’indication initiale.
REMARQUE:
-
LA DEL ”PRG” EST ALLUMÉE DURANT LES OPÉRATIONS AVEC LES
TOUCHES ”SAVE” ET ”RECALL”.
-
UN PROGRAMME RAPPELÉ PEUT ÊTRE MODIFIÉ À VOLONTÉ PAR
L’OPÉRATEUR, MAIS LES VALEURS MODIFIÉES NE SONT PAS
AUTOMATIQUEMENT MÉMORISÉES. POUR MÉMORISER LES NOUVELLES
VALEURS SUR LE MÊME PROGRAMME, IL EST NÉCESSAIRE D’EFFECTUER
LA PROCÉDURE DE MÉMORISATION (voir 4.3.2.3).
-
L’ENREGISTREMENT DES PROGRAMMES PERSONNALISÉS ET LA
GESTION CORRESPONDANTE DES PARAMÈTRES ASSOCIÉS DOIVENT
ÊTRE EFFECTUÉS PAR L’UTILISATEUR.
-
LES PROGRAMMES PERSONNALISÉS NE PEUVENT ÊTRE MÉMORISÉS EN
MODE ÉLECTRODE MMA OU TIG.
5. INSTALLATION
ATTENTION! EFFECTUER EXCLUSIVEMENT LES OPÉRATIONS
D’INSTALLATION ET TOUS LES RACCORDEMENTS ÉLECTRIQUES
AVEC LE POSTE DE SOUDAGE ÉTEINT ET ISOLÉ DE LA LIGNE
D’ALIMENTATION SECTEUR.
LES RACCORDEMENTS ÉLECTRIQUES DOIVENT EXCLUSIVEMENT ÊTRE
EFFECTUÉS PAR UN PERSONNEL EXPERT OU QUALIFIÉ.
5.1 MISE EN PLACE
- Déballer le poste de soudage ;
- I
ntroduire le connecteur de polarisation si le GRA n’est pas connecté (FIG. D) ;
- En cas de présence du chariot et/ou GRA, consulter les instructions fournies
correspondantes.
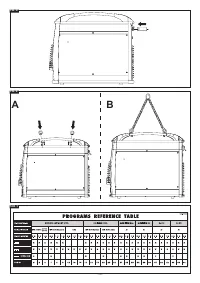
5.2 MODE DE SOULÈVEMENT DU POSTE DE SOUDAGE (FIG. E)
Le poste de soudage doit être soulevé sans ses parties amovibles (torche, tubes gaz,
câbles, etc.) pour éviter le détachement éventuel de ces dernières.
Comme représenté sur la figure, effectuer le montage des bagues de fixation en
utilisant les deux vis M8x25 fournies.
Attention : les bagues de levage à œillet et orifice fileté M8 UNI 2948-71 ne sont pas
fournies.
5.3 EMPLACEMENT DU POSTE DE SOUDAGE
Choisir un lieu d’installation ne comportant aucun obstacle face à l’ouverture d’entrée
et de sortie de l’air de refroidissement (circulation forcée par ventilateur, si prévu);
s’assurer qu’aucune poussière conductrice, vapeur corrosive, humidité, etc., n’est
aspirée.
Laisser un espace dégagé minimum de 250mm autour de la machine.
ATTENTION: Installer le poste de soudage sur une surface horizontale
d’une portée correspondant à son poids pour éviter tout risque de
déplacement ou de renversement.
5.4 RACCORDEMENT AU RÉSEAU
5.4.1 Avertissements
Avant de procéder aux raccordements électriques, contrôler que les informations
figurant sur la plaquette de la machine correspondent à la tension et à la fréquence de
réseau disponibles sur le lieu d’installation.
Le poste de soudage doit exclusivement être connecté à un système d’alimentation
avec conducteur de neutre branché à la terre.
Pour garantir la protection contre le contact indirect, utiliser des interrupteurs
différentiels de type suivant:
- Type A (
)
pour machines monophasées;
- Type B (
)
pour machines triphasées.
Pour répondre aux exigences de la Norme EN 61000-3-11 (Flicker), il est conseillé
de connecter le poste de soudage aux points d’interface du réseau d’alimentation
présentant une impédance inférieure à Zmax = 0.283ohm.
5.4.2 Fiche et prise
Brancher une fiche normalisée
(3P + T )
de portée adéquate au câble d’alimentation,
et installer une prise de réseau munie de fusibles ou d’un interrupteur automatique.
La borne de terre prévue doit être reliée au conducteur de terre (jaune-vert) de la
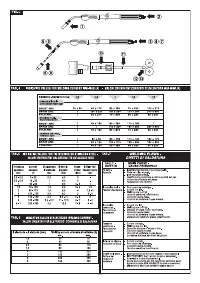
ligne d’alimentation. Le tableau (
TAB.1
) indique les valeurs conseillées, exprimées en
ampères, des fusibles retardés de ligne sélectionnés en fonction du courant nominal
max. distribué par le poste de soudage et de la tension nominale d’alimentation.
5.5. CONNEXIONS DU CIRCUIT DE SOUDAGE
ATTENTION! TOUTES LES OPÉRATIONS DE CONNEXION DU CIRCUIT
DOIVENT ETRE EFFECTUÉES AVEC LE POSTE DE SOUDAGE ÉTEINT
ET DÉBRANCHÉ DU RÉSEAU D’ALIMENTATION ÉLECTRIQUE.
Le tableau (TAB. 1) indique la valeur conseillée pour les câbles de soudage (en
mm
2
)
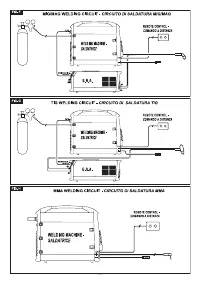
5.5.1 SOUDAGE FIL MIG-MAG (FIG.F)
5.5.1.1 Connexion de la bouteille de gaz
- Visser le réducteur de pression à la valve de la bouteille de gaz en intercalant la
réduction fournie comme accessoire en cas d’utilisation de gaz Argon ou mélange
Ar/CO
2.
- Connecter le tube d’entrée du gaz au réducteur et serrer le collier fourni ; connecter
ensuite l’autre extrémité du tube au raccord prévu à l’arrière du poste de soudage
et serrer le collier fourni.
- Desserrer la bague de régulation du réducteur de pression avant d’ouvrir la valve
de la bouteille.
5.5.1.2 Connexion de la torche
- Brancher la torche au connecteur prévu en serrant à fond et manuellement le collier
de fixation.
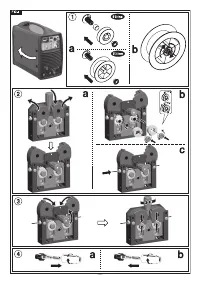
- La préparer pour le premier chargement du fil en démontant la buse et le tube de
contact pour faciliter la sortie.
- Câble courant de soudage à la prise rapide (+).
- Câble de commande au connecteur prévu.
- Conduites eau pour versions R.E. (torche refroidie à l’eau) à raccords rapides.
- Attention, bien serrer les connecteurs pour éviter toute surchauffe et perte
d’efficacité.
- Connecter le tube d’entrée du gaz au réducteur et serrer le collier fourni ; connecter
ensuite l’autre extrémité du tube au raccord prévu à l’arrière du poste de soudage
et serrer le collier fourni.
5.5.1.3 Connexion câble de retour du courant de soudage
- Doit être connecté à la pièce à souder ou au banc métallique de support, le plus
près possible du raccord en cours d’exécution.
- Le câble doit être connecté à la borne portant le symbole (-).
5.5.2 SOUDAGE TIG (FIG. G)
5.5.2.1 Connexion à la bonbonne de gaz
- Visser le réducteur de pression sur la valve de la bonbonne de gaz en interposant
la réduction prévue fournie comme accessoire en cas d’utilisation de gaz Argon ou
de mélange Argon/CO
2
.
- Brancher le tuyau d’entrée du gaz au réducteur et serrer le collier fourni. Connecter
ensuite l’autre extrémité du tube au raccord prévu à l’arrière du poste de soudage et
serrer au moyen du collier fourni.
- Desserrer le manchon de réglage du réducteur de pression avant d’ouvrir la valve
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Autres modèles de équipement de soudage Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA