Telwin INVERPULSE 320 MIG TIG MMA - Manuel d'utilisation - Page 8











- 20 -
de la bouteille.
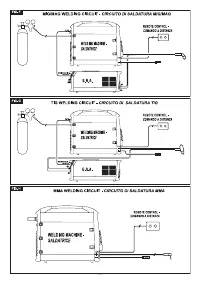
5.5.2.2 Connexion câble de retour du courant de soudage
- Doit être connecté à la pièce à souder ou au banc métallique de support, le plus
près possible du raccord en cours d’exécution.
- Le câble doit être connecté à la borne portant le symbole (+).
5.5.2.3 Connexion de la torche
- Connecter la torche TIG à la prise rapide (-) sur le panneau antérieur du poste de
soudage ; connecter le tube gaz et le câble de commande torche.
5.5.3 SOUDAGE AVEC ÉLECTRODE ENROBÉE MMA (FIG. H)
5.5.3.1 Connexion de la pince porte-électrode
La quasi-totalité des électrodes enrobées doivent être connectées au pôle positif (+)
du générateur, à l’exception des électrodes avec revêtement acide, qui doivent être
connectées au pôle négatif (-).
Connecter le câble de la pince porte-électrode à la prise rapide (+) sur le panneau
avant.
Remarque :
dans certains cas, la polarité (-) à la pince porte-électrode est conseillée;
contrôler les indications fournies par le fabricant des électrodes.
5.5.3.2 Connexion câble de retour du courant de soudage
- Doit être connecté à la pièce à souder ou au banc métallique de support, le plus
près possible du raccord en cours d’exécution.
- Le câble doit être connecté à la borne portant le symbole (-).
5.5.4 RECOMMANDATIONS
- Tourner à fond les connecteurs des câbles de soudage dans les prises
rapides pour garantir un contact électrique parfait; dans le cas contraire,
les connecteurs risquent de surchauffer et de se détériorer rapidement,
entraînant une perte d’efficacité.
- Utiliser des câbles de soudage les plus courts possibles.
- Éviter d’utiliser des structures métalliques ne faisant pas partie de la pièce à souder
en remplacement du câble de retour du courant de soudage: outre les dangers
présentés par cette intervention, cette dernière entraînerait également de mauvais
résultats de soudage.
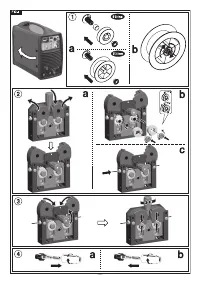
5.6. CHARGEMENT DE LA BOBINE DE FIL (FIG. I)
ATTENTION: AVANT TOUTE OPÉRATION DE CHARGEMENT DU
FIL, ÉTEINDRE LE POSTE DE SOUDAGE ET LE DÉBRANCHER DU
RÉSEAU D’ALIMENTATION.
VÉRIFIER QUE LES GALETS D’ENTRAÎNEMENT DU FIL, LA GAINE GUIDE-FIL ET
LE TUBE DE CONTACT DE LA TORCHE CORRESPONDENT AU DIAMÈTRE ET
AU TYPE DE FIL UTILISÉ ET SONT CORRECTEMENT MONTÉS
.
DURANT LES
PHASES D’ENFILAGE DU FIL, NE PAS PORTER DE GANTS DE PROTECTION.
- Ouvrir le compartiment bobine.
- Placer la bobine du fil sur le support en maintenant l’extrémité du fil vers le haut, et
s’assurer que le téton d’entraînement est correctement inséré dans l’orifice prévu
(
1a)
.
- Libérer le contre-galet de pression et l’éloigner du(des) galet(s) inférieur(s)
(2a).
- Contrôler que le rouleau d’entraînement est adapté au fil utilisé
(2b)
.
- Libérer l’extrémité du fil et couper l’extrémité déformée de façon nette et sans
bavures; tourner la bobine dans le sens inverse des aiguilles d’une montre et
introduire l’extrémité du fil dans le guide-fil d’entrée en le poussant sur 50-100 mm
dans le guide-fil du raccord de la torche
(2c).
- Repositionner le contre-galet en régulant sa pression à une valeur intermédiaire;
vérifier que le fil est correctement positionné dans la gorge du galet inférieur
(3).
- Freiner légèrement le support au moyen de la vis de réglage prévue au centre de la
bobine
(1b)
.
- Retirer la buse et le tube de contact
(4a)
.
- Introduire la fiche du poste de soudage dans la prise secteur. Mettre en fonction
le poste de soudage en pressant le poussoir torche et attendre que l’extrémité du
fil traverse toute la gaine guide-fil et sorte de 10-15 cm par l’avant de la torche;
relâcher le poussoir torche.
ATTENTION! Durant ces opérations, le fil est sous tension électrique
et soumis à une force mécanique; des précautions doivent donc être
adoptées pour éviter tout risque de choc électrique et de blessures,
ainsi que pour éviter de provoquer des arcs électriques
:
- Ne pas diriger l’extrémité de la torche contre les personnes.
- Ne pas approcher la torche de la bonbonne de gaz.
- Remonter le tube de contact et la buse sur la torche
(4b).
- Contrôler que l’avancement du fil est régulier; régler la pression des galets et le
freinage du support sur les valeurs minimales en s’assurant que le fil ne patine
pas dans la gorge et que, en cas d’arrêt de l’entraînement, les spires de fil ne se
détendent pas du fait d’une inertie excessive de la bobine.
- Couper l’extrémité du fil sortant de la buse à 10-15 mm.
- Fermer le compartiment bobine.
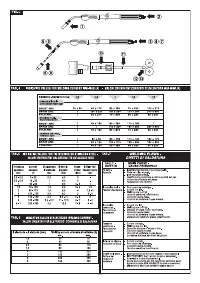
5.7 REMPLACEMENT DE LA GAINE GUIDE-FIL DE LA TORCHE (FIG. N)
Avant de remplacer la gaine, étaler le câble de la torche en évitant qu’il ne forme des
méandres.
5.7.1 Gaine à spirale pour fils en acier
1- Dévisser la buse et le petit tube de contact de la tête de la torche.
2- Dévisser l’écrou de blocage gaine du connecteur central et retirer la gaine
actuelle.
3- Introduire la nouvelle gaine dans le conduit du câble-torche et la pousser
délicatement jusqu’à ce qu’elle sorte par la tête de la torche.
4- Revisser manuellement l’écrou de blocage gaine.
5- Couper à ras la portion de gaine en excès en la comprimant légèrement; la retirer
à nouveau du câble torche.
6- Émousser la zone de coupe de la gaine et la réintroduire dans le conduit du câble-
torche.
7- Revisser ensuite l’écrou et le serrer avec une clé.
8- Remonter le petit tube de contact et la buse.
5.7.2 Gaine en matière synthétique pour fils en aluminium
Effectuer les opérations 1, 2, 3 comme indiqué pour la gaine en acier (ne pas effectuer
les opérations 4, 5, 6, 7, 8).
9- Revisser le petit tube de contact pour aluminium en contrôlant qu’il se trouve en
contact avec la gaine.
10-Sur l’extrémité opposée de la gaine (côté raccord torche) insérer le nipple en laiton
et l’anneau torique, puis exercer une légère pression sur la gaine en serrant l’écrou
de blocage gaine. La partie de la gaine en excès sera éliminée dans un second
temps (voir (13)). Retirer le tube capillaire pour gaines en acier du raccord torche
du dispositif d’entraînement du fil.
11-LE TUBE CAPILLARE N’EST PAS PRÉVU pour les gaines en aluminium d’un
diamètre de 1,6-2,4mm (couleur jaune); la gaine doit donc être insérée sans le
tube dans le raccord torche.
Couper le tube capillaire pour gaines aluminium d’un diamètre de 1-1,2mm (couleur
rouge) à une longueur inférieure d’environ 2mm à la longueur du tube en acier et
l’insérer sur l’extrémité libre de la gaine.
12-Insérer et bloquer la torche sur le raccord du dispositif d’entraînement du fil, faire
une marque sur la gaine à 1-2mm de distance des rouleaux, retirer à nouveau la
torche.
13-Couper la gaine à la longueur prévue sans déformer l’orifice d’entrée.
Remonter la torche sur le raccord du dispositif d’entraînement du fil et monter la
buse gaz.
6.SOUDAGE: DESCRIPTION DU PROCÉDÉ
6.1 SOUDAGE MIG-MAG
6.1.1 MODE DE TRANSFERT SHORT ARC (ARC COURT)
La fusion du fil et le détachement de la goutte a lieu par une série de court-circuits
successifs de la pointe du fil dans le bain de fusion (jusqu’à 200 fois par seconde).
Aciers au carbone et alliages faibles
- Diamètres de fil utilisables:
0,6-1,2mm
- Gamme du courant de soudage:
40-210A
-
Gamme de la tension d’arc:
14-23V
- Gaz utilisable:
CO
2
o mélanges Ar/CO
2
o Ar/CO
2
/O
2
Aciers inoxydables
- Diamètres de fil utilisables:
0,8-1mm
- Gamme du courant de soudage:
40-160A
-
Gamme de la tension d’arc:
14-20V
- Gaz utilisable:
mélanges Ar/O
2
o Ar/CO
2
(1-2%)
Aluminium et alliages
- Diamètres de fil utilisables :
0,8-1,6mm
- Gamme de courant de soudage:
75-160A
- Gamme de tension d’arc:
16-22V
- Gaz utilisable:
Ar 99,9%
La position type du petit tube de contact est au ras de la buse ou légèrement en saillie
avec les fils les plus fins et les tensions d’arc les plus basses; la longueur libre du fil
(stick-out) est généralement comprise entre 5 et 12mm.
En MANUEL (”PRG 0”), adapter la valeur de la réactance :
- 20%-60% avec des fils d’un diamètre de 0,8-1mm en acier au carbone.
- 50%-80% avec des fils d’un diamètre de 1,2-1,6mm en acier au carbone.
- 60%-80% avec des fils inox et aluminium.
Application:
Soudage en toute position, sur faibles épaisseurs ou pour le premier
passage entre chanfreins favorisé par un apport thermique limité et un bain bien
contrôlable.
Remarque:
Le transfert SHORT ARC pour le soudage de l’aluminium et des alliages
doit être effectué avec précautions (en particulier en cas de diamètres de fil >1mm) du
fait du risque de défauts de fusion.
6.1.2 MODE DE TRANSFERT SPRAY ARC (PULVÉRISATION AXIALE)
La fusion du fil a lieu avec un courant et une tension plus élevés par rapport au ”short
arc”; la pointe du fil n’entre plus en contact avec le bain de fusion et de cette pointe,
naît un arc à travers lequel passent les gouttes métalliques provenant de la fusion
continue du fil électrode, donc en absence de court-circuit.
Aciers au carbone et alliages faibles
- Diamètres de fil utilisables:
0,8 -1,6mm
- Gamme de courant de soudage:
180-450A
- Gamme de tension d’arc:
24 -40V
- Gaz utilisable:
CO
2
o mélanges Ar/CO
2
o Ar/CO
2
/O
2
Aciers inoxydables
- Diamètres de fil utilisables:
1-1,6mm
- Gamme de courant de soudage:
140-390A
- Gamme de tension d’arc:
22-32V
- Gaz utilisable:
mélanges Ar/O
2
o Ar/CO
2
(1-2%)
Aluminium et alliages
- Diamètres de fil utilisables:
0,8-1,6mm
- Gamme du courant de soudage:
120-360A
- Gamme de tension d’arc:
24 à 30V
- Gaz utilisable:
Ar 99,9%
La position type du petit tube de contact est à l’intérieur de la buse sur 5-10mm,
et proportionnellement à la tension de l’arc; la longueur libre du fil (stick-out) est
généralement comprise entre 10 et 20mm. En MANUEL (”PRG 0”), et après sélection
correcte des paramètres vitesse du fil et tension d’arc (c’est-à-dire avec des valeurs
compatibles), la valeur de réactance sélectionnable est sans importance.
Application:
Soudage à plat avec épaisseur minimale de 3-4mm (bain très fluide); la
vitesse d’exécution et le taux de dépôt sont très élevés (haut apport thermique).
6.1.3 MODE DE TRANSFERT PULSE ARC (ARC PULSÉ)
Il s’agit d’un transfert ”contrôlé” situé dans la zone de fonctionnement ”spray-arc”
(spray-arc modifié) et offrant donc des avantages en termes de vitesse de fusion et
d’absence de projections étendues à des valeurs de courant remarquablement basses
convenant également à de nombreuses applications types du ”short-arc”.
À chaque impulsion de courant correspond le détachement d’une goutte du fil
électrode le phénomène se produit avec une fréquence proportionnelle à la vitesse
d’avancement du fil et selon une loi de variation liée au type et au diamètre du fil lui-
même (valeurs types de fréquence: 30-300Hz).
Aciers au carbone et alliages faibles
- Diamètres de fil utilisables:
0,8-1,6mm
- Gamme du courant de soudage:
60-360A
-
Gamme de la tension d’arc:
18-32V
- Gaz utilisable:
mélanges Ar/CO
2
o Ar/CO
2
/O
2
(CO
2
max 20%)
Aciers inoxydables
- Diamètres de fil utilisables:
0,8-1,2mm
- Gamme du courant de soudage:
50-230A
-
Gamme de la tension d’arc:
17-26V
- Gaz utilisable:
mélanges Ar/O
2
o Ar/CO
2
(1-2%)
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Autres modèles de équipement de soudage Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA