Telwin SUPERIOR TIG 422 AC DC HF LIFT - Manuel d'utilisation - Page 7










- 17 -
- ”AL2” :
intervention protection thermique du circuit secondaire.
- ”AL3” :
intervention protection pour surtension de la ligne d’alimentation.
- ”AL4” :
intervention protection pour sous-tension ligne d’alimentation
- ”AL5” :
intervention protection surtempérature primaire.
-
”AL6” :
intervention protection pour manque de phase de la ligne
d’alimentation.
-
”AL7” :
dépôt de poussière excessif à l’intérieur du poste de soudage,
rétablissement via :
- nettoyage interne de la machine ;
- touche écran du panneau de contrôle.
-
”AL8” :
Tension auxiliaire hors plage.
Lors de l’extinction du poste de soudage, le message ”
OFF
” peut s’afficher durant
quelques secondes.
N.B. : MÉMORISATION ET AFFICHAGE DES ALARMES
Chaque alarme entraîne la mémorisation des configurations de la machine.
Les dix dernières alarmes peuvent être rappelées comme suit :
Enfoncer durant quelques secondes le bouton
(6a)
“COMMANDE À
DISTANCE”.
L’écran affiche “AY.X”, “Y” indiquant le numéro de l’alarme (A0 correspondant à la
plus récente, A9 à la plus ancienne) et “X” indique le type d’alarme enregistré (de
1 à 8, voir AL1 ... AL8).
12-
DEL verte de puissance allumée.
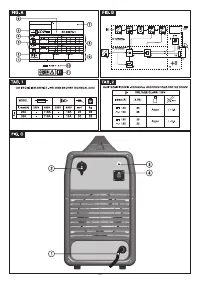
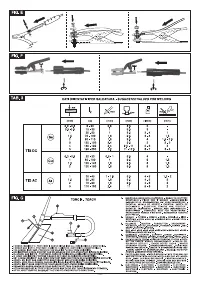
4.2.3 Panneau antérieur FIG. D2
1-
Prise rapide positive (+) pour connecter le câble de soudage.
2-
Prise rapide négative (-) pour connecter le câble de soudage.
3-
Connecteur pour la connexion du câble poussoir torche.
4-
Raccord pour la connexion du tube gaz de la torche TIG.
5-
Panneau des commandes
6-
Bouton de sélection modes de soudage :
6a
COMMANDE À DISTANCE
Permet de transférer le contrôle des paramètres de soudage à la commande
à distance.
6b
TIG - MMA
Mode de fonctionnement : soudage avec électrode enrobée (MMA), soudage
TIG avec amorçage de l’arc à haute fréquence (TIG HF) et soudage TIG avec
amorçage de l’arc par contact (TIG LIFT).
6c
AC/DC
En mode TIG, permet de sélectionner le soudage en courant continu (DC) ou
en courant alternatif (AC) (fonctionnalité uniquement prévue sur les modèles
AC/DC).
6d
2T - 4T - SPOT
En mode TIG, permet de sélectionner entre commande à 2 temps, 4 temps ou
avec temporisateur de soudage par point ( SPOT).
6e
PULSE - PULSE EASY - BiLEVEL
En mode TIG, cela permet de choisir entre le processus de soudage pulsé,
pulsé prédéfini ou bi-level. Quand les voyants sont éteints, cela correspond au
processus de soudage standard.
7- Bouton de sélection des paramètres à configurer.
Le bouton
sélectionne le paramètre à régler au moyen du bouton Codeur
(9)
;
la valeur et l’unité de mesure sont affichées respectivement par l’écran
(10)
et la
Del
(11).
N.B. :
La configuration des paramètres est libre. Il existe toutefois des combinaisons
de valeurs qui n’ont aucune signification pratique pour le soudage ; dans ce cas, le
poste de soudage risque de ne pas fonctionner correctement.
N.B. : RECONFIGURATION DE TOUS LES PARAMÈTRES D’USINE (RESET)
En appuyant en même temps sur les boutons (8) lors de l’allumage, on reporte à
la valeur standard tous les paramètres de soudage.
7a
PRE-GAS
En mode TIG/HF, représente le temps de PRE-GAS exprimé en secondes
(régulation de 0÷5 sec). Améliore le démarrage du soudage.
7b
COURANT INITIAL (I
START
)
En mode TIG 2 temps et SPOT, cela représente le courant initial I
S
maintenu
pendant une durée fixe avec le bouton torche enfoncé (réglage en Ampères).
En mode TIG 4 temps, représente le courant initiale Is maintenu durant tout le
temps d’enfoncement du poussoir torche (régulation en ampères).
En mode MMA, représente la surintensité dynamique “HOT START” (régulation
0÷100%). Avec indication sur l’écran du pourcentage d’incrément par rapport
à la valeur de courant de soudage sélectionnée. Cette régulation améliore la
fluidité du soudage.
7c
RAMPE INITIALE (t
START
)
En mode TIG, cela représente la durée de la rampe initiale du courant (de I
S
à
I
2
) (réglage 0.1÷10sec.). Sur OFF rampe non présente.
7d
COURANT PRINCIPAL (I
2
)
En mode TIG AC/DC, MMA représente le courant I
2
de sortie. En mode PULSÉ
BI-LEVEL, le courant est au niveau le plus haut (maximal). Le paramètre est
mesuré en ampères.
7e
COURANT DE BASE - ARC FORCE
En mode TIG 4 temps BI-LEVEL et PULSÉ, représente la valeur de courant
pouvant être alternée à la valeur de courant principal I
2
durant le soudage. La
valeur est exprimée en ampères.
En mode MMA, représente la surintensité dynamique ”ARC FORCE”
(régulation 0÷100%-) avec indication sur l’écran du pourcentage d’incrément
par rapport à la valeur de courant de soudage sélectionnée. Cette régulation
améliore la fluidité du soudage et évite le collage de l’électrode à la pièce.
7f
FRÉQUENCE
En mode TIG PULSÉ, représente la fréquence de pulsation. Pour les modèles
AC/DC, en mode TIG AC (avec pulsation désactivée), représente la fréquence
du courant de soudage.
7g
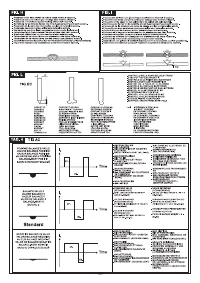
BALANCE
En mode TIG PULSÉ, représente le rapport (en pourcentage) entre le temps
durant lequel le courant se trouve à son niveau le plus élevé (courant principal
de soudage) et la période totale de pulsation. En outre, pour les modèles AC/
DC, en mode TIG CA (avec pulsation désactivée) le paramètre représenté
indique le rapport (en pourcentage) entre le temps durant lequel la polarité du
courant est positive en sortant d’EN- (électrode négative) et la période totale
de courant alternatif. Plus la valeur EN- est élevée, et plus la pénétration l’est
également (régulation en %)
(TAB. 4)
.
7h
TEMPS DE SPOT
En mode TIG (SPOT), représente la durée du soudage (régulation
0.1÷10sec.).
7k
RAMPE FINALE (t
END
)
En mode TIG, cela représente la durée de la rampe finale du courant (de I
2
à
Ie) (réglage 0.1÷10sec.). Sur OFF rampe non présente
7l
COURANT FINAL (I
END
)
En mode TIG 2 temps, représente le courant final uniquement si la RAMPE
FINALE
(7k)
est configurée à une valeur supérieure à zéro (>0.1 sec.).
En mode TIG 4 temps, représente le courant initial le durant la durée
d’enfoncement du poussoir torche.
Les grandeurs sont exprimées en ampères.
7m
POSTGAS
En mode TIG, représente le temps de POSTGAS en secondes (régulation
0.1÷25sec.) et protège l’électrode et le bain de fusion de l’oxydation.
7n
PRÉCHAUFFAGE ÉLECTRODE
En mode TIG AC, il représente la valeur du produit courant * temps de
préchauffage de l’électrode de Tungstène à l’allumage de l’arc.
8- JOB
Boutons
“RECALL”
et
“SAVE”
pour la mémorisation et le rappel de programmes
personnalisés.
9- Poignée codeur pour la configuration des paramètres de soudage
sélectionnables au moyen de la touche (7).
10- Écran alphanumérique.
11- DEL rouge d’indication de l’unité de mesure.
12- DEL verte de puissance allumée.
13- DEL de signalisation ALARME (la sortie de la machine est bloquée).
Le rétablissement est automatique dès disparition de la cause de l’alarme.
Messages d’alarme indiqués sur l’écran
(10)
:
- ”AL1” :
intervention protection thermique du circuit primaire.
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Autres modèles de équipement de soudage Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA