Telwin TECHNOMIG 200 - Manuel d'utilisation - Page 7










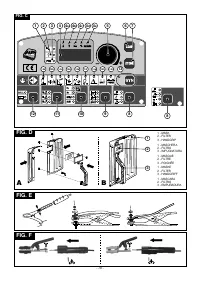
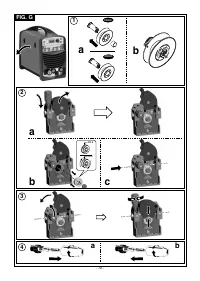


Table des matières:
b) “
St_
“ s’affiche sur l’écran
(4)
avec un nombre compris entre 1 et 9.
- Avec DEL
allumée, la régulation ne peut être effectuée
c) Tourner la poignée
(5)
pour sélectionner le numéro de sélection du
programme.
qu'à partir de la commande à distance :
d) Presser à nouveau la touche
(7)
“STORE”:
a) commande à un potentiomètre:
se substitue à la fonction
-
si la touche "STORE" est pressée pour un temps supérieur à 3
du codeur (5).
secondes le programme a été mémorisé correctement et
b) commande deux potentiomètres:
se substitue à la fonction
l'inscription "
YES
" va apparaître;
du codeur (5) et du paramètre auxiliaire.
-
si la touche "STORE" est pressée pour un temps inférieur à 3
c) commande à distance à pédale:
remplace la fonction du
secondes le programme n'a pas été mémorisé et l'inscription
codeur (5) en mode TIG.
“
no
” va apparaître.
13- Touche de sélection soudage en synergie.
Configurer le
fonctionnement synergique de la machine en soudage MIG/MAG
Procédure de rappel (LOAD)
au moyen du poussoir.
Procéder comme suit
(
voir
FIG. C)
:
ATTENTION!
Même si la machine permet de configurer
a) Presser la touche
(7)
“STORE”pour 3 secondes
librement tous les paramètres, certaines combinaisons de
b) “
Ld_
”
s’affiche sur l’écran
(4)
avec un nombre compris entre 1 et 9.
paramètres peuvent n'avoir aucune signification du point de vue
c) Tourner la poignée
(5)
pour sélectionner le numéro de
électrique ou du soudage. L'opération ne comportera cependant
mémorisation du programme.
aucun problème pour l'appareil, mais le poste de soudage risque
de ne pas fonctionner selon la configuration incorrecte.
d)
Presser à nouveau la touche
(6)
“LOAD”:
-
si la touche "LOAD" est pressée pour un temps supérieur à 3
14- Touche de sélection des paramètres de soudage.
secondes le programme a été rappelé correctement et
La pression de la touche en séquence entraîne l'allumage de
l'une des DELs de (14a) à (14i) auxquelles est associé un
l'inscription "
YES
" va apparaître;
paramètre spécifique. La configuration de la valeur de chacun
-
si la touche "LOAD" est pressée pour un temps inférieur à 3
des paramètres activés peut être effectuée au moyen du
secondes le programme n'a pas été rappelé et l'inscription “
no
”
CODEUR (5) et s'affiche sur l'écran (4).
va apparaître.
Remarque: les paramètres non modifiables par l'opérateur, en
fonction du fait que l'on utilise un programme synergique ou le
REMARQUE:
la del prg est allumée durant les opérations avec les
mode manuel, sont automatiquement exclus de la sélection; la
touches “store” et “load”.
DEL correspondante ne s'allume pas.
5. INSTALLATION
______________________________________________________
14a-
paramètre 1 : sélectionne la tension de soudage.
En
ATTENTION!
MIG/MAG/FLUX, règle la tension de soudage en volts ou la
E F F E C T U E R E X C L U S I V E M E N T L E S O P É R A T I O N S
correction de l'arc en synergie (MIG/MAG uniquement).
D ' I N S TA L L AT I O N E T T O U S L E S R A C C O R D E M E N T S
En soudage, affiche la tension en sortie du générateur.
ÉLECTRIQUES AVEC LE POSTE DE SOUDAGE ÉTEINT ET ISOLÉ
DE LA LIGNE D'ALIMENTATION SECTEUR.
L E S R A C C O R D E M E N T S É L E C T R I Q U E S D O I V E N T
14b-
paramètre 2 : configure la vitesse du fil ou le courant
EXCLUSIVEMENT ÊTRE EFFECTUÉS PAR UN PERSONNEL
EXPERT OU QUALIFIÉ.
de soudage.
En MIG/MAG/FLUX, correspond à la vitesse
______________________________________________________
d'avancement du fil en mètres par minute. En MMA, correspond
au courant de soudage exprimé en ampères. En soudage,
Assemblage masque de protection
affiche le courant en sortie du générateur.
Fig. D
Assemblage câble de retour - pince
14c-
paramètre 3 : Arc force ou Réactance électronique.
En
Fig. E
MMA, correspond à l'arc force ou réglage de la pénétration de
Assemblage câble de soudage - pince porte-électrode
l'arc. En MIG/MAG/FLUX possède une signification similaire
Fig. F
mais prend le nom de réactance électronique.
POSITIONNEMENT DU POSTE DE SOUDURE
Choisir un lieu d'installation ne comportant aucun obstacle face à
14d-
paramètre 4 : rampe d'accélération:
En
l'ouverture d'entrée et de sortie de l'air de refroidissement (circulation
forcée par ventilateur, si prévu); s'assurer qu'aucune poussière
MIG/MAG/FLUX, règle la pente de la rampe d'accélération du
conductrice, vapeur corrosive, humidité, etc., n'est aspirée.
moteur d'entraînement du fil.
Laisser un espace dégagé minimum de 250mm autour de la machine.
______________________________________________________
14e-
paramètre 5 : Burn back time :
En MIG/MAG/FLUX,
ATTENTION! Installer le poste de soudure sur une surface
horizontale d'une portée correspondant à son poids pour éviter
règle l'intervalle de temps s'écoulant entre l'arrêt du fil et la
tout risque de déplacement ou de renversement.
remise à zéro du courant de sortie.
______________________________________________________
BRANCHEMENT AU RÉSEAU D'ALIMENTATION SECTEUR
14f-
paramètre 6 : Postgaz.
En MIG/MAG/FLUX, règle le
Attention
- Avant de procéder aux raccordements électriques, contrôler que les
temps de postgaz en secondes.
informations figurant sur la plaquette de la machine correspondent
à la tension et à la fréquence de réseau disponibles sur le lieu
d'installation.
14g-
paramètre 7 : rampe de descente:
MIG/MAG est le
- Le poste de soudure doit exclusivement être connecté à un système
d'alimentation avec conducteur de neutre branché à la terre.
temps de la rampe de descente (uniquement en synergie (13)).
Pour garantir la protection contre le contact indirect, utiliser des
interrupteurs différentiels de type suivant :
14h-
paramètre 8 : Temps de spot.
En MIG/MAG/FLUX, règle
-
Type A (
) pour machines monophasées ;
la durée du courant de soudage en soudage par point (SPOT).
-
Type B (
) pour machines triphasées.
- Pour répondre aux exigences de la Norme EN 61000-3-11 (Flicker),
il est conseillé de connecter le poste de soudage aux points
14i-
Paramètre 9 : temps de pause en soudage par point
d'interface du réseau d'alimentation présentant une impédance
inférieure à Zmax=0,18 ohm.
MIG/MAG/FLUX
règle la durée de la pause entre deux
pointages. Avec configuration à 0 sec. pour effectuer le pointage
Fiche et prise
suivant, relâcher le poussoir torche et l'enfoncer à nouveau.
Brancher une fiche normalisée (
2P+T
) de portée adéquate au câble
d'alimentation, et installer une prise de réseau munie de fusibles ou
M É M O R I S A T I O N E T R A P P E L D E P R O G R A M M E S
d'un interrupteur automatique. La borne de terre prévue doit être reliée
PERSONNALISÉS
au conducteur de terre (jaune-vert) de la ligne d'alimentation. Le
Introduction
tableau 1 (
TAB.1
) indique les valeurs conseillées, exprimées en
Le poste de soudage permet de mémoriser (STORE) des
ampères, des fusibles retardés de ligne sélectionnés en fonction du
programmes de travail personnalisés correspondant à un JEU de
courant nominal max. distribué par le poste de soudure et de la tension
paramètres valides pour un soudage donné. Chacun des programmes
nominale d'alimentation.
mémorisés peut être rappelé (LOAD) à tout moment, l'opérateur
______________________________________________________
disposant ainsi d'un poste de soudage "prêt à l'utilisation" pour un
travail spécifique optimisé précédemment. Le poste de soudage
ATTENTION! La non-observation des règles indiquées ci-
permet la mémorisation de 9 programmes personnalisés.
dessus annule l'efficacité du système de sécurité prévu par le
constructeur (classe I) et peut entraîner des risques importants
Procédure de mémorisation (STORE)
pour les personnes (risques de choc électrique) et les appareils
Après avoir réglé le poste de soudage de façon optimale pour un
(risques d'incendie).
soudage donné, procéder comme suit
(
voir
FIG. C)
:
______________________________________________________
a) Presser la touche
(7)
“STORE”pour 3 secondes
-
- 18 -
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Résumé
alto-legati e ai metalli pesanti rame, nichel, titanio e loro leghe. Per la saldatura in TIG DC con elettrodo al polo (-) è generalmente - Periodicamente e comunque con frequenza in funzione dell'utilizzo usato l'elettrodo con il 2% di Cerio (banda colorata grigia). e della polverosità dell'ambiente...
Amorçage LIFT : zone d'entraînement (galets et guide-fil d'entrée et de sortie). L'allumage de l'arc électrique s'effectue en éloignant l'électrode de tungstène de la pièce à souder. Ce mode d'amorçage réduit les ENTRETIEN CORRECTIF perturbations irradiées électriquement et réduit au minimum les LES...
TAB. 5 TAB. 6 - 82 - VALORI ORIENTATIVI CORRENTI DI SALDATURA MIG/MAG (A) / INDICATIVE VALUES FOR WELDING CURRENT MIG/MAG (A) TAB. 7 VALORI ORIENTATIVI Ø ELETTRODO - CORRENTE DI SALDATURA / INDICATIVE VALUES Ø ELECTRODE WELDING CURRENT AVANZAMENTO TROPPO LENTOAVANCEMENT TROP FAIBLEADVANCEMENT TOO SL...
Autres modèles de équipement de soudage Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA