Telwin TELMIG 161 1 TURBO - Manuel d'utilisation - Page 8










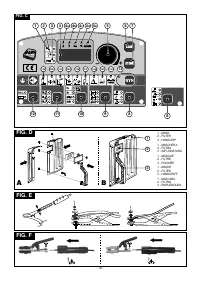
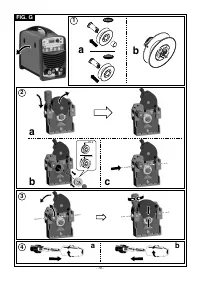


Table des matières:
CONNEXIONS DU CIRCUIT DE SOUDAGE
VÉRIFIER QUE LES GALETS D'ENTRAÎNEMENT DU FIL, LA GAINE
______________________________________________________
GUIDE-FIL ET LE TUBE DE CONTACT DE LA TORCHE
CORRESPONDENT AU DIAMÈTRE ET AU TYPE DE FIL UTILISÉ ET
ATTENTION! TOUTES LES OPÉRATIONS DE CONNEXION
SONT CORRECTEMENT MONTÉS
.
DURANT LES PHASES
DU CIRCUIT DOIVENT ETRE EFFECTUÉES AVEC LE POSTE DE
D'ENFILAGE DU FIL, NE PAS PORTER DE GANTS DE
SOUDURE ÉTEINT ET DÉBRANCHÉ DU RÉSEAU
PROTECTION.
D'ALIMENTATION ÉLECTRIQUE.
- Ouvrir le compartiment bobine.
Le tableau 1
(TAB. 1)
indique les valeurs conseillées pour les câbles
-
Placer la bobine du fil sur le support en maintenant l'extrémité du fil
2
de soudage (en mm ) en fonction du courant maximal distribué par le
vers le haut, et s'assurer que le téton d'entraînement est
poste de soudure.
correctement inséré dans l'orifice prévu
(1a)
.
______________________________________________________
-
Libérer le(les) contre-galet(s) de pression et l'éloigner du(des)
galet(s) inférieur(s)
(2a)
;
SOUDAGE MIG/MAG
-
Vérifier si le(les) galet(s) d’entraînement correspond au fil utilisé
Connexion à la bonbonne de gaz
(2b)
.
Bouteille de gaz pouvant être chargée sur le plan d'appui du chariot
-
Libérer l'extrémité du fil et couper l'extrémité déformée de façon
max. 60 kg
nette et sans bavures; tourner la bobine dans le sens inverse des
-
Visser le réducteur de pression sur la valve de la bonbonne de gaz
aiguilles d'une montre et introduire l'extrémité du fil dans le guide-fil
en interposant la réduction prévue fournie comme accessoire en
d'entrée en le poussant sur 50-100 mm dans le guide-fil du raccord
cas d'utilisation de gaz Argon ou de mélange Argon/CO .
2
de la torche
(2c)
.
-
Brancher le tuyau d'entrée du gaz au réducteur et serrer le collier
-
Repositionner le(les) contre-galet(s) en régulant sa pression à une
fourni.
valeur intermédiaire; vérifier que le fil est correctement positionné
-
Desserrer le manchon de réglage du réducteur de pression avant
dans la gorge du(des) galet(s) inférieur(s)
(3)
.
d'ouvrir la valve de la bouteille.
-
Freiner légèrement le support au moyen de la vis de réglage prévue
au centre de la bobine
(1b)
.
Connexion câble de retour du courant de soudage
-
Retirer la buse et le tube de contact
(4a)
.
Connecter le câble de retour du courant de soudage à la pièce à
souder ou au banc métallique sur lequel elle est posée, le plus près
-
Introduire la fiche du poste de soudage dans la prise secteur.
possible du raccord à exécuter.
Mettre en fonction le poste de soudage en pressant le poussoir
torche et attendre que l'extrémité du fil traverse toute la gaine
Connexion torche
guide-fil et sorte de 10-15 cm par l'avant de la torche; relâcher le
Insérer la torche
(Fig. B(4))
dans son connecteur
MIG
et serrer à fond
poussoir torche.
le collier de serrage. La préparer pour le premier chargement de fil en
______________________________________________________
démontant la buse et le tuyau de contact pour faciliter la sortie.
ATTENTION! Durant ces opérations, le fil est sous tension
SOUDAGE FLUX
électrique et soumis à une force mécanique; des précautions
Les branchements du câble de retour masse et de la torche sont
doivent donc être adoptées pour éviter tout risque de choc
analogues à ceux du soudage MIG/MAG ; changer la polarité de
électrique et de blessures, ainsi que pour éviter de provoquer des
tension (FIG.B (9)-(10)) dans le compartiment bobine comme indiqué
arcs électriques
:
sur l'étiquette.
______________________________________________________
Connexion du Spool gun (Fig. B)
-
Ne pas diriger l'extrémité de la torche contre les personnes.
Brancher le spool gun
à l'attache de la torche centralisée
(4)
en
-
Ne pas approcher la torche de la bonbonne de gaz.
tournant à fond la courroie de fixation. Insérer aussi le connecteur du
-
Remonter le tube de contact et la buse sur la torche
(4b)
.
câble de commande à la prise prévue à cet effet
(5)
.
-
Contrôler que l'avancement du fil est régulier; régler la pression
La machine à souder reconnaît de façon automatique le spool gun.
des galets et le freinage du support sur les valeurs minimales en
s'assurant que le fil ne patine pas dans la gorge et que, en cas
SOUDAGE TIG
d'arrêt de l'entraînement, les spires de fil ne se détendent pas du
Connexion à la bonbonne de gaz
fait d'une inertie excessive de la bobine.
Bouteille de gaz pouvant être chargée sur le plan d'appui du chariot
-
Couper l'extrémité du fil sortant de la buse à 10-15 mm.
max. 60 kg
-
Fermer le compartiment bobine.
- Visser le réducteur de pression sur la valve de la bonbonne de gaz
en interposant la réduction prévue fournie comme accessoire en
CHARGEMENT DE LA BOBINE DE FIL SUR LE SPOOL GUN (Fig.
cas d'utilisation de gaz Argon.
H)
- Connecter le tube d'entrée du gaz au réducteur et serrer le collier
______________________________________________________
fourni ; connecter ensuite l'autre extrémité du tube au raccord prévu
sur la torche Tig en robinet.
ATTENTION: AVANT TOUTE OPÉRATION DE CHARGEMENT
- Desserrer le manchon de réglage du réducteur de pression avant
d'ouvrir la valve de la bouteille.
D U F I L , É T E I N D R E L E P O S T E D E S O U DAG E E T L E
DÉBRANCHER DU RÉSEAU D'ALIMENTATION. OU BIEN QUE LE
Connexion câble de retour du courant de soudage
SPOOL GUN SOIT DÉCONNECTÉ DE LA MACHINE.
- Doit être connecté à la pièce à souder ou au banc métallique de
______________________________________________________
support, le plus près possible du raccord en cours d'exécution.
- Le câble doit être connecté à la borne portant le symbole (+).
VÉRIFIER QUE LES GALETS D'ENTRAÎNEMENT DU FIL, LA GAINE
GUIDE-FIL ET LE TUBE DE CONTACT DE LA TORCHE
Connexion de la torche (Fig.M)
CORRESPONDENT AU DIAMÈTRE ET AU TYPE DE FIL UTILISÉ ET
- Connecter la torche TIG à la prise rapide (-) sur le panneau antérieur
SONT CORRECTEMENT MONTÉS. NE PAS PORTER LES GANTS
du poste de soudage.
DE PROTECTION DURANT LES PHASES D'ENFILAGE DU FIL.
- Enlever le couvercle en dévissant la vis concernée
(1)
Soudage MMA
- Placer la bobine du fil sur l'enrouleur.
La quasi-totalité des électrodes enrobées doivent être connectées au
- Libérer le contre-rouleau de pression et l'éloigner du rouleau
pôle positif (+) du générateur, à l'exception des électrodes avec
inférieur
(2)
revêtement acide, qui doivent être connectées au pôle négatif (-).
- Libérer l'extrémité du fil, couper l'extrémité déformée avec une
coupe nette et sans bavures; tourner la bobine dans le sens inverse
Connexion câble de soudage pince porte-électrode
des aiguilles d'une montre, et entrer l'extrémité du fil dans le guide-fil
Porte sur le bornier une borne spécifique permettant de serrer la partie
d'entrée avant de l'enfoncer sur 50-100 mm à l'intérieur de la lance
découverte de l'électrode.
(2)
.
Ce câble doit être connecté à la borne portant le symbole (+).
- Remettre le contre-rouleau en en réglant la pression à une valeur
Connexion câble de retour du courant de soudage
intermédiaire et vérifier que le fil soit correctement placé dans la
Doit être connecté à la pièce à souder ou au banc métallique sur lequel
cavité du rouleau inférieur
(3)
.
elle est posée, le plus près possible du raccord en cours d'exécution.
- Freiner légèrement l'enrouleur en tournant la vis de réglage.
Ce câble doit être connecté à la borne portant le symbole (-).
- Avec le Spool gun connecté, allumer le poste de soudage et presser
le poussoir du spool gun; attendre que l'extrémité du fil parcoure
RECOMMANDATIONS
toute la gaine guide-fil et dépasse de 100-150mm sur la partie
- Tourner à fond les connecteurs des câbles de soudage dans les
antérieure de la torche, puis relâcher le poussoir torche.
prises rapides pour garantir un contact électrique parfait; dans le
cas contraire, les connecteurs risquent de surchauffer et de se
REMPLACEMENT DE LA GAINE GUIDE-FIL DE LA TORCHE (FIG.
détériorer rapidement, entraînant une perte d'efficacité.
I)
- Utiliser des câbles de soudage les plus courts possibles.
Avant de remplacer la gaine, étaler le câble de la torche en évitant qu'il
- Éviter d'utiliser des structures métalliques ne faisant pas partie de la
ne forme des méandres.
pièce à souder en remplacement du câble de retour du courant de
soudage: outre les dangers présentés par cette intervention, cette
Gaine à spirale pour fils en acier
dernière entraînerait également de mauvais résultats de soudage.
1-
Dévisser la buse et le petit tube de contact de la tête de la torche.
2-
Dévisser l'écrou de blocage gaine du connecteur central et retirer
CHARGEMENT DE LA BOBINE DE FIL (
Fig. G
)
la gaine actuelle.
______________________________________________________
3-
Introduire la nouvelle gaine dans le conduit du câble-torche et la
pousser délicatement jusqu'à ce qu'elle sorte par la tête de la
ATTENTION!
AVANT TOUTE OPÉRATION DE CHARGEMENT
torche.
D U F I L , É T E I N D R E L E P O S T E D E S O U D U R E E T L E
4-
Revisser manuellement l'écrou de blocage gaine.
DÉBRANCHER DU RÉSEAU D'ALIMENTATION.
5-
Couper à ras la portion de gaine en excès en la comprimant
______________________________________________________
légèrement; la retirer à nouveau du câble torche.
- 19 -
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Résumé
alto-legati e ai metalli pesanti rame, nichel, titanio e loro leghe. Per la saldatura in TIG DC con elettrodo al polo (-) è generalmente - Periodicamente e comunque con frequenza in funzione dell'utilizzo usato l'elettrodo con il 2% di Cerio (banda colorata grigia). e della polverosità dell'ambiente...
Amorçage LIFT : zone d'entraînement (galets et guide-fil d'entrée et de sortie). L'allumage de l'arc électrique s'effectue en éloignant l'électrode de tungstène de la pièce à souder. Ce mode d'amorçage réduit les ENTRETIEN CORRECTIF perturbations irradiées électriquement et réduit au minimum les LES...
TAB. 5 TAB. 6 - 82 - VALORI ORIENTATIVI CORRENTI DI SALDATURA MIG/MAG (A) / INDICATIVE VALUES FOR WELDING CURRENT MIG/MAG (A) TAB. 7 VALORI ORIENTATIVI Ø ELETTRODO - CORRENTE DI SALDATURA / INDICATIVE VALUES Ø ELECTRODE WELDING CURRENT AVANZAMENTO TROPPO LENTOAVANCEMENT TROP FAIBLEADVANCEMENT TOO SL...
Autres modèles de équipement de soudage Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA