Telwin TELMIG 161 1 TURBO - Manuel d'utilisation - Page 9










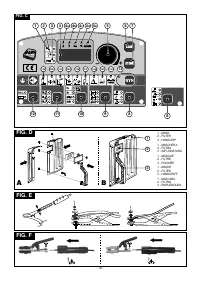
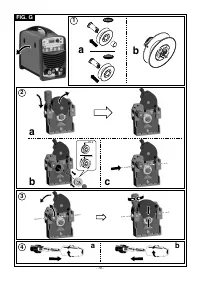


Table des matières:
6-
Émousser la zone de coupe de la gaine et la réintroduire dans le
EST PRÉVUE.
conduit du câble-torche.
Il s'agit d'un transfert "contrôlé" situé dans la zone de fonctionnement
7-
Revisser ensuite l'écrou et le serrer avec une clé.
"spray-arc" (spray-arc modifié) et offrant donc des avantages en
termes de vitesse de fusion et d'absence de projections étendues à
8-
Remonter le petit tube de contact et la buse.
des valeurs de courant remarquablement basses convenant
également à de nombreuses applications types du "short-arc".
Gaine en matière synthétique pour fils en aluminium
À chaque impulsion de courant correspond le détachement d'une
Effectuer les opérations
1, 2, 3
comme indiqué pour la gaine en acier
goutte du fil électrode le phénomène se produit avec une fréquence
(ne pas effectuer les opérations
4, 5, 6, 7, 8
).
proportionnelle à la vitesse d'avancement du fil et selon une loi de
9-
Revisser le petit tube de contact pour aluminium en contrôlant qu'il
variation liée au type et au diamètre du fil lui-même (valeurs types de
se trouve en contact avec la gaine.
fréquence: 30-300Hz).
10-
Sur l'extrémité opposée de la gaine (côté raccord torche) insérer le
nipple en laiton et l'anneau torique, puis exercer une légère
Aciers au carbone et alliages faibles
pression sur la gaine en serrant l'écrou de blocage gaine.
La partie
-
Diamètres de fil utilisables:
0,8-1,6mm
de la gaine en excès sera éliminée dans un second temps
(voir
-
Gamme du courant de soudage:
60-360A
(13)).
Retirer le tube capillaire pour gaines en acier du raccord
-
Gamme de la tension d'arc:
18-32V
torche du dispositif d'entraînement du fil.
-
Gaz utilisable:
mélanges Ar/CO o Ar/CO /O
11-
LE TUBE CAPILLARE N'EST PAS PRÉVU pour les gaines en
2
2
2
(CO max 20%)
aluminium d'un diamètre de 1,6-2,4mm (couleur jaune); la gaine
2
doit donc être insérée sans le tube dans le raccord torche.
Aciers inoxydables
Couper le tube capillaire pour gaines aluminium d'un diamètre de
-
Diamètres de fil utilisables:
0,8-1,2mm
1-1,2mm (couleur rouge) à une longueur inférieure d'environ 2mm
-
Gamme du courant de soudage:
50-230A
à la longueur du tube en acier et l'insérer sur l'extrémité libre de la
-
Gamme de la tension d'arc:
17-26V
gaine.
-
Gaz utilisable:
mélanges Ar/O o Ar/CO (1-2%)
2
2
12-
Insérer et bloquer la torche sur le raccord du dispositif
Aluminium et alliages
d'entraînement du fil, faire une marque sur la gaine à 1-2mm de
-
Diamètres de fil utilisables :
0,8-1,6mm
distance des rouleaux, retirer à nouveau la torche.
-
Gamme de courant de soudage:
40-320A
13-
Couper la gaine à la longueur prévue sans déformer l'orifice
-
Gamme de tension d’arc:
17-28V
d'entrée.
-
Gaz utilisable:
Ar 99,9%
Remonter la torche sur le raccord du dispositif d'entraînement du fil
Typiquement, le petit tube de contact doit être inséré sur une
et monter la buse gaz.
longueur de 5-10mm à l'intérieur de la buse, proportionnellement à
la valeur de la tension d'arc ; la longueur libre du fil (stick-out) sera
6. SOUDAGE À FIL
normalement comprise entre 10 et 20 mm.
Short arc
(Arc court)
La fusion du fil et le détachement de la goutte a lieu par une série de
Application:
soudage en "position" sur épaisseurs moyennes-basses
court-circuits successifs de la pointe du fil dans le bain de fusion
et sur matériaux susceptibles du point de vue ther mique,
(jusqu'à 200 fois par seconde).
particulièrement adéquat pour un soudage sur les alliages légers
Aciers au carbone et alliages faibles
(aluminium et alliages d'aluminium), y compris sur des
-
Diamètres de fil utilisables:
0,6-1,2mm
épaisseurs inférieures à 3mm
.
-
Gamme du courant de soudage:
40-210A
-
Gamme de la tension d'arc:
14-23V
RÉGLAGE DES PARAMÈTRES DE SOUDAGE
-
Gaz utilisable:
CO o mélanges Ar/CO o Ar/CO /O
Gaz de protection
2
2
2
2
Aciers inoxydables
Le débit du gaz de protection doit être le suivant:
-
Diamètres de fil utilisables:
0,8-1mm
short arc:
8-14 l/min
-
Gamme du courant de oudage:
40-160A
en fonction de l'intensité du courant de soudage et du diamètre buse.
-
Gamme de la tension d'arc:
14-20V
-
Gaz utilisable:
mélanges Ar/O o Ar/CO (1-2%)
Courant de soudage
2
2
Aluminium et alliages
Est déterminé, pour un diamètre de fil donné, par sa vitesse
-
Diamètres de fil utilisables:
0,8-1,6mm
d’avancement. Il ne faut pas oublier que pour un même courant, la
-
Gamme de courant de soudage:
75-160A
vitesse d’avancement du fil est inversement proportionnelle au
-
Gamme de tension d’arc:
16-22V
diamètre du fil utilisé.
-
Gaz utilisable:
Ar 99,9%
Les valeurs indicatives de courant en soudage manuel pour les fils les
-
Longueur libre du fil (stick out):
5-12mm
plus fréquemment utilisés sont indiquées au tableau (
TAB. 5
).
La position type du petit tube de contact est au ras de la buse ou
légèrement en saillie avec les fils les plus fins et les tensions d'arc les
Tension de l'arc
plus basses; la longueur libre du fil (stick-out) est généralement
La tension d'arc peut être réglée par l'opérateur en tournant le
comprise entre 5 et 12mm.
codeur
(FIG.C (5))
; la tension doit être adaptée à la vitesse
d'avancement du fil (courant) sélectionnée en fonction du diamètre
Application:
Soudage en toute position, sur faibles épaisseurs ou
du fil utilisé et du type de gaz de protection, et de façon progressive
pour le premier passage entre chanfreins favorisé par un apport
selon le rapport suivant qui en fournit une valeur moyenne:
thermique limité et un bain bien contrôlable.
U = (14 + 0,05 x I )
2
2
Où:
U :Tension d'arc en volt;
2
Remarque:
Le transfert SHORT ARC pour le soudage de l'aluminium
I :Courant de soudage en ampères.
2
et des alliages doit être effectué avec précautions (en particulier en
cas de diamètres de fil >1mm) du fait du risque de défauts de fusion.
Qualité de soudure
La qualité du cordon de soudure, comme la quantité m
i
nimum de jets
SOUDAGE À FIL
produits, sera principalement déterminée par l’équilibre des
MODE DE TRANSFERT SPRAY ARC (PULVÉRISATION AXIALE)
paramètres de soudage: courant (vitesse du fil), diamètre du fil,
La fusion du fil a lieu avec un courant et une tension plus élevés par
tension d’arc, etc. et par le choix approprié de la prise de réactance.
rapport au "short arc"; la pointe du fil n’entre plus en contact avec le
De la même façon, la position de la torche sera adaptée aux
bain de fusion et de cette pointe, naît un arc à travers lequel passent
paramètres du figure
(FIG. L)
, afin d’éviter la production
excessive de
les gouttes métalliques provenant de la fusion continue du fil électrode,
jets et de défauts du cordon.
donc en absence de court-circuit.
Même la vitesse de soudage (vitesse d’avancement le long du joint)
Aciers au carbone et alliages faibles
est un élément déterminant pour une exécution correcte du cordon; il
-
Diamètres de fil utilisables:
0,8 -1,6mm
faudra en tenir compte comme des autres paramètres, surtout pour ce
-
Gamme de courant de soudage:
180-450A
qui concerne la pénétration et la forme du cordon lui-même
.
-
Gamme de tension d’arc:
24 -40V
Les défauts de soudage les plus courants sont indiqués au
TAB.8.
-
Gaz utilisable:
CO o mélanges Ar/CO o Ar/CO /O
2
2
2
2
Aciers inoxydables
SOUDAGE TIG
-
Diamètres de fil utilisables:
1-1,6mm
Le soudage TIG est un procédé de soudage utilisant la chaleur
-
Gamme de courant de soudage:
140-390A
produite par l'arc électrique amorcé et maintenu entre une électrode
-
Gamme de tension d’arc:
22-32V
infusible (tungstène) et la pièce à souder. L'électrode au tungstène est
-
Gaz utilisable:
mélanges Ar/O o Ar/CO (1-2%)
2
2
supportée par une torche prévue pour lui transmettre le courant de
Aluminium et alliages
soudage et protéger l'électrode et le bain de soudage de l'oxydation
-
Diamètres de fil utilisables:
0,8-1,6mm
atmosphérique au moyen d'un flux de gaz inerte (généralement de
-
Gamme du courant de soudage:
120-360A
l'Argon : Ar 99,5%) en sortie de la tuyère en céramique
(FIG. M).
-
Gamme de tension d'arc:
24 à 30V
Pour un soudage correct, il est indispensable d'utiliser le diamètre
-
Gaz utilisable:
Ar 99,9%
d'électrode correspondant exactement au courant, voir le tableau
La position type du petit tube de contact est à l'intérieur de la buse sur
(TAB. 6)
.
5-10mm, et proportionnellement à la tension de l'arc; la longueur libre
La saillie normale de l'électrode de la tuyère en céramique est de 2-
du fil (stick-out) est généralement comprise entre 10 et 20mm. En
3mm, et peut atteindre 8mm pour les soudages en angle.
MANUEL ("PRG 0"), et après sélection correcte des paramètres
Le soudage s'effectue par fusion des bords du joint. Pour les
vitesse du fil et tension d'arc (c'est-à-dire avec des valeurs
épaisseurs réduites préparées de façon adéquate (jusqu'à 1mm env.),
compatibles), la valeur de réactance sélectionnable est sans
aucun matériel d'apport n'est nécessaire
(FIG. N).
importance.
Pour les épaisseurs supérieures, il est nécessaire d'utiliser des
Application:
Soudage à plat avec épaisseur minimale de 3-4mm
baguettes de même composition que le matériau de base et de
(bain très fluide); la vitesse d'exécution et le taux de dépôt sont très
diamètre adéquat, avec une préparation correcte des bords
(FIG. O).
élevés (haut apport thermique).
Pour un soudage correct, les pièces doivent être soigneusement
nettoyées et ne présenter aucune trace d'oxyde, huiles, gras, solvants,
SOUDAGE À FIL
etc.
MODE DE TRANSFERT PULSE ARC (ARC PULSÉ), OÙ ELLE
- 20 -
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Résumé
alto-legati e ai metalli pesanti rame, nichel, titanio e loro leghe. Per la saldatura in TIG DC con elettrodo al polo (-) è generalmente - Periodicamente e comunque con frequenza in funzione dell'utilizzo usato l'elettrodo con il 2% di Cerio (banda colorata grigia). e della polverosità dell'ambiente...
Amorçage LIFT : zone d'entraînement (galets et guide-fil d'entrée et de sortie). L'allumage de l'arc électrique s'effectue en éloignant l'électrode de tungstène de la pièce à souder. Ce mode d'amorçage réduit les ENTRETIEN CORRECTIF perturbations irradiées électriquement et réduit au minimum les LES...
TAB. 5 TAB. 6 - 82 - VALORI ORIENTATIVI CORRENTI DI SALDATURA MIG/MAG (A) / INDICATIVE VALUES FOR WELDING CURRENT MIG/MAG (A) TAB. 7 VALORI ORIENTATIVI Ø ELETTRODO - CORRENTE DI SALDATURA / INDICATIVE VALUES Ø ELECTRODE WELDING CURRENT AVANZAMENTO TROPPO LENTOAVANCEMENT TROP FAIBLEADVANCEMENT TOO SL...
Autres modèles de équipement de soudage Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA