DESCRIPTION DU POSTE DE SOUDAGE - Telwin TECHNOLOGY TIG 230 DC HF LIFT - Manuel d'utilisation - Page 6








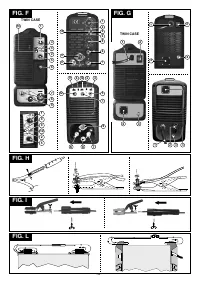
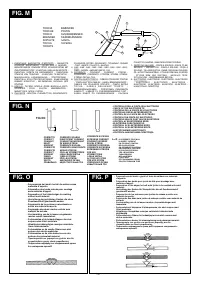
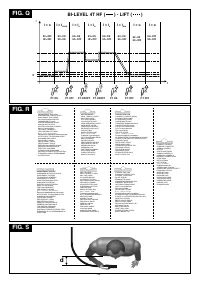

Table des matières:
- Page 5 – SOMMAIRE; RÈGLES GÉNÉRALES DE SÉCURITÉ POUR LE
- Page 6 – DESCRIPTION DU POSTE DE SOUDAGE
- Page 7 – RECHERCHE DES PANNES
soudage se place en veille tant que la température ne rentre pas dans les limites
une anomalie qui bloque le passage du courant de soudure pour des raisons
autorisées.
diverses. Ces raisons peuvent être:
-
A/V - A/V:
indique la plage de régulation du courant de soudage (minimum -
- Protection thermique:
la température interne à la machine est trop élevée. La
maximum) à la tension d'arc correspondante.
machine reste allumée sans émettre de courant jusqu’à obtention de la
9-
Informations caractéristiques de la ligne d'alimentation:
température normale. La remise en marche se fait automatiquement.
-
U :
tension alternative et fréquence d'alimentation du poste de soudage (limites
- Protection contre les surtensions et les chutes de tension de la ligne:
bloque
1
la machine: la tension d'alimentation est hors des limites de la plage 15% par
admises ± 10%).
rapport à la valeur de plaque.
ATTENTION: Ne pas dépasser la limite de tension
-
l
:
courant maximal absorbé par la ligne.
1max
supérieure susmentionnée sous peine d'endommager sérieusement le
-
I :
courant d'alimentation efficace.
1eff
dispositif.
10-
:
Valeur des fusibles à commande retardée à prévoir pour la protection de
- Protection ANTI STICK:
bloque automatiquement le poste de soudage en cas de
la ligne.
collage de l'électrode au matériau à souder et permet son détachement manuel
11-
Symboles se référant aux normes de sécurité dont la signification figure au chapitre
sans endommager la pince porte-électrode.
1 “Régles générales de sécurité pour le soudage à l'arc”.
11-
La
DEL verte
allumée indique la présence de tension en sortie, sur la torche ou sur
Note: La plaquette représentée indique la signification des symboles et des chiffres; les
l'électrode (modèle triphasé uniquement).
valeurs exactes des informations techniques du poste de soudage doivent être
12-Potentiomètre
régulation courant BI-LEVEL, plage 0 ÷ 100% (modèle
triphasé
vérifiées directement sur la plaquette du poste de soudage.
uniquement).
3.2 AUTRES INFORMATIONS TECHNIQUES
4.2.2.2 Panneau postérieur (FIG. G)
- POSTE DE SOUDAGE: voir tableau 1 (TAB.1)
1 -
Câble d'alimentation 2p + (
W
) sur monophasé ou 3p + (
W
) sur triphasé
- TORCHE: voir tableau 2 (TAB.2)
2 -
Interrupteur général E/OFF - S/ON.
Le poids du poste de soudage est indiqué au tableau 1 (TAB.1).
3-
Raccord pour branchement tube gaz (réducteur pression bouteille gaz-machine).
4-
Connecteur régulateur à distance.
4. DESCRIPTION DU POSTE DE SOUDAGE
4.1 SCHÉMA BLOCS
4.2.3 Commandes à distance
Le poste de soudage est essentiellement composé de modules de puissance réalisés
Au moyen du connecteur à 14 pôles prévu sur la partie postérieure, il est possible
sur circuits imprimés et optimisés pour une fiabilité extrême et un entretien réduit.
d'appliquer au poste de soudage 4 types de commandes à distance. Chaque dispositif
est automatiquement reconnu et permet de réguler les paramètres suivants :
4.1.1 Poste de soudage avec amorçage LIFT (FIG. B)
- Commande à distance à un potentiomètre.
1- Entrée
ligne d'alimentation monophasée ou triphasée, groupe redresseur et
tourner la poignée du potentiomètre pour modifier le courant principal de la valeur
condensateurs de nivellement.
minimale à maximale. La régulation du courant principal exclut la commande à
2- Pont de commutation à transistors (IGBT) et pilotes:
commute la tension de
distance.
ligne redressée en tension alternative haute fréquence et procède au réglage de la
- Commande à distance à pédale :
puissance en fonction du courant/de la tension de soudage nécessaire.
la valeur du courant est définie par la position de la pédale. En mode TIG 2 TEMPS, la
3- Transformateur haute fréquence:
l'enroulement primaire est alimenté avec la
pression de la pédale agit en outre comme commande de démarrage pour la
tension convertie par le bloc 2; ce dernier a pour fonction d'adapter tension et
machine au lieu du poussoir torche (si prévu).
courant aux valeurs nécessaires au procédé de soudage à l'arc ainsi que d'isoler
- Commande à distance à deux potentiomètres :
galvaniquement le circuit de soudage de la ligne d'alimentation.
le premier potentiomètre régule le courant principal. Le second potentiomètre régule
4- Pont redresseur secondaire avec inductance de nivellement:
commute la
un autre paramètre en fonction du mode de soudage activé. Tourner ce potentiomètre
tension/le courant alternatif fourni par l'enroulement secondaire en tension/courant
pour afficher le paramètre en cours de modification (ne pouvant plus être contrôlé au
continu à très basse ondulation.
moyen de la poignée du panneau). En mode MMA, règle l'ARC FORCE et en mode
5- Partie électronique de contrôle et de régulation:
contrôle instantanément la
TIG, pour les postes de soudage avec amorçage HF/LIFT régule la RAMPE DE
valeur du courant de soudage et la compare à la valeur configurée par l'opérateur;
DESCENTE.
module les impulsions de commande des pilotes des IGBT chargés de la
-
Commande à distance TIG-PULSE (pour poste de soudage TWIN CASE et
régulation.
modèle triphasé avec raccordement HF/LIFT) :
permet d'effectuer des soudages
Entraîne la réponse dynamique du courant durant la fusion de l'électrode (court-
TIG avec courant continu pulsé avec possibilité de réglage à distance des principaux
circuit instantané) et contrôle les systèmes de sécurité.
paramètres : intensité du courant de base, intensité du courant d'impulsion, durée de
6- Logique de contrôle du fonctionnement du poste de soudage ;
configure les
l'impulsion de courant et période des impulsions de courant. Ce procédé permet un
cycles de soudage, commande les actionneurs et supervise les systèmes de
meilleur contrôle de l'apport thermique et donc de souder des épaisseurs réduites ou
sécurité.
ayant tendance au criquage à chaud, et facilite en outre le soudage sur des pièces de
7- Panneau de configuration
et d'affichage des paramètres et des modes de
différentes épaisseurs et des aciers dissemblables type inox et alliages légers.
fonctionnement.
La commande à distance TIG PULSE est uniquement activée en mode “TIG CC” 2
8- Régulation à distance.
temps et 4 temps.
4.1.2 Poste de soudage avec amorçage HF/LIFT (FIG. C)
5. INSTALLATION
1- Entrée:
ligne d'alimentation monophasé, groupe redresseur et condensateurs de
_____________________________________________________________________________________________________________________
nivellement.
2- Pont de commutation à transistors (IGBT) et pilotes:
commute la tension de
ATTENTION!
EFFECTUER
EXCLUSIVEMENT
LES
OPÉRATIONS
ligne redressée en tension alternative haute fréquence et procède au réglage de la
D'INSTALLATION ET TOUS LES RACCORDEMENTS ÉLECTRIQUES AVEC LE
puissance en fonction du courant/de la tension de soudage nécessaire.
POSTE DE SOUDAGE ÉTEINT ET ISOLÉ DE LA LIGNE D'ALIMENTATION
3- Transformateur haute fréquence:
l'enroulement primaire est alimenté avec la
SECTEUR.
tension convertie par le bloc 2; ce dernier a pour fonction d'adapter tension et
LES RACCORDEMENTS ÉLECTRIQUES DOIVENT EXCLUSIVEMENT ÊTRE
courant aux valeurs nécessaires au procédé de soudage à l'arc ainsi que d'isoler
EFFECTUÉS PAR UN PERSONNEL EXPERT OU QUALIFIÉ.
galvaniquement le circuit de soudage de la ligne d'alimentation.
____________________________________________________________________________________________________________________
4- Pont redresseur secondaire avec inductance de nivellement:
commute la
5.1 ASSEMBLAGE
tension/le courant alternatif fourni par l'enroulement secondaire en tension/courant
5.1.1 Assemblage câble de retour - pince (FIG. H)
continu à très basse ondulation.
5.1.2 Assemblage câble de soudage - pince porte-électrode (FIG. I)
5- Partie électronique de contrôle et de régulation:
contrôle instantanément la
valeur du courant de soudage et la compare à la valeur configurée par l'opérateur;
5.2 MODE DE SOULÈVEMENT DU POSTE DE SOUDAGE
module les impulsions de commande des pilotes des IGBT chargés de la
Tous les postes de soudage décrits dans ce manuel doivent être soulevés par leur
régulation.
poignée ou la courroie fournie (si prévue – montée comme représenté à la
FIG. L)
Entraîne la réponse dynamique du courant durant la fusion de l'électrode (court-
circuit instantané) et contrôle les systèmes de sécurité.
5.3 POSITIONNEMENT DU POSTE DE SOUDURE
6- Logique de contrôle du fonctionnement du poste de soudage ;
configure les
Choisir un lieu d’installation ne comportant aucun obstacle face à l’ouverture d’entrée et
cycles de soudage, commande les actionneurs et supervise les systèmes de
de sortie de l’air de refroidissement (circulation forcée par ventilateur, si prévu);
sécurité.
s’assurer qu'aucune poussière conductrice, vapeur corrosive, humidité, etc., n'est
7- Panneau de configuration
et d'affichage des paramètres et des modes de
aspirée.
fonctionnement.
Laisser un espace dégagé minimum de 250mm autour de la machine.
8- Générateur amorçage HF.
____________________________________________________________________________________________________________________
9- Électrovanne gaz protection EV.
10- Régulation à distance.
ATTENTION: Installer le poste de soudure sur une surface horizontale d’une
portée correspondant à son poids pour éviter tout risque de déplacement ou de
4.2 DISPOSITIFS DE CONTRÔLE, RÉGULATION ET CONNEXION
renversement.
4.2.1 Poste de soudage COMPACT avec amorçage LIFT
____________________________________________________________________________________________________________________
4.2.1.1 Panneau antérieur (Fig. D)
5.4 BRANCHEMENT AU RÉSEAU D'ALIMENTATION SECTEUR
1- Potentiomètre
pour le réglage du courant de soudage avec échelle graduée en
- Avant de procéder aux raccordements électriques, contrôler que les informations
ampères, permet le réglage même pendant le soudage.
figurant sur la plaquette de la machine correspondent à la tension et à la fréquence de
2- VOYANT LUMINEUX VERT:
branchement au reseau, machine prête pour le
réseau disponibles sur le lieu d'installation.
fonctionnement.
- Le poste de soudage doit exclusivement être connecté à un système d'alimentation
3- VOYANT LUMINEUX JAUNE:
Normalement éteint. Quand il est allumé il indique
avec conducteur de neutre branché à la terre.
une anomalie qui bloque le passage du courant de soudure pour des raisons
- Pour garantir la protection contre le contact indirect, utiliser des interrupteurs
diverses. Ces raisons peuvent être:
différentiels de type suivant :
- Protection thermique:
la température interne à la machine est trop élevée. La
machine reste allumée sans émettre de courant jusqu’à obtention de la
- Type A (
) pour machines monophasées ;
température normale. La remise en marche se fait automatiquement.
- Type B (
) pour machines triphasées.
- Protection contre les surtensions et les chutes de tension de la ligne:
bloque
la machine: la tension d'alimentation est hors des limites de la plage 15% par
- Pour répondre aux exigences de la Norme EN 61000-3-11 (Flicker), il est conseillé de
rapport à la valeur de plaque.
ATTENTION: Ne pas dépasser la limite de tension
connecter le poste de soudage aux points d'interface du réseau d'alimentation
présentant une impédance inférieure à:
supérieure susmentionnée sous peine d'endommager sérieusement le
- Zmax = 0,21 ohms, pour postes de soudage monophasés avec courant absorbé
dispositif.
supérieur à 16A ;
- Protection ANTI STICK:
bloque automatiquement le poste de soudage en cas de
- Zmax = 0,31ohms, pour postes de soudage monophasés avec courant absorbé
collage de l'électrode au matériau à souder et permet son détachement manuel
inférieur ou égal à 16A ;
sans endommager la pince porte-électrode.
- Zmax = 0,283 ohms, pour postes de soudage triphasés.
4-
Sélecteur mode TIG/MMA :
- Le poste de soudage ne répond pas aux exigences de la norme IEC/EN 61000-3-12
En cas de raccordement de ce dernier à un réseau d'alimentation publique,
Soudage TIG
l'installateur ou l'utilisateur sont tenus de vérifier la possibilité de branchement du
poste de soudage (s'adresser si nécessaire au gestionnaire du réseau de
Soudage avec électrode MMA
distribution).
5-
Prise rapide négatif (-) pour connecter le câble de soudage.
5.4.1 Fiche et prise
6-
Prise rapide positif (+) pour connecter le câble de soudage.
- Les postes de soudage monophasés avec courant absorbé inférieur ou égal à 16A
sont équipés de série d'un câble d'alimentation avec fiche normalisée (2P+T) 16A
4.2.1.2 Panneau postérieur (Fig. E)
\250V.
1-
Câble d’alimentation 2p + (
W
).
- Les postes de soudage monophasés avec courant absorbé supérieur à 16A et
2-
Interrupteur général
O
/OFF -
I
/ON lumineux.
triphasés sont équipés d'un câble d'alimentation devant être branché sur une fiche
3-
Connecteur pour commandes à distance.
normalisée (2P+T) pour les modèles monophasés et (3P+T) pour les modèles
triphasés, de portée adéquate. Prévoir une prise secteur équipée d'un fusible ou d'un
4.2.2 Poste de soudage avec amorçage HF/LIFT
interrupteur automatique ; le terminal de terre doit être connecté au conducteur de
4.2.2.1 Panneau antérieur (Fig. F)
terre (jaune-vert) de la ligne d'alimentation.
1- Potentiomètre
pour le réglage du courant de soudage avec échelle graduée en
- Le tableau
(TAB.1)
indique les valeurs conseillées, exprimées en ampères, des
ampères, permet le réglage même pendant le soudage.
fusibles retardés de ligne sélectionnés en fonction du courant nominal max. distribué
2- Sélecteur mode TIG 2T, TIG 4T, MMA.
par le poste de soudage et de la tension nominale d'alimentation.
3- VOYANT LUMINEUX VERT:
branchement au reseau, machine prête pour le
fonctionnement.
5.5 CONNEXIONS DU CIRCUIT DE SOUDAGE
4-
Sélecteur à 2 positions
pour le mode de démarrage Tig : mode “HF” (haute
____________________________________________________________________________________________________________________
fréquence), mode “LIFT”.
ATTENTION! TOUTES LES OPÉRATIONS DE CONNEXION DU CIRCUIT
5- Potentiomètre
pour le réglage du temps de rampe de descente du courant en mode
TIG. Réglage de l'arc force en mode MMA. Échelle graduée 0-100%.
DOIVENT ETRE EFFECTUÉES AVEC LE POSTE DE SOUDAGE ÉTEINT ET
6- Prise rapide positive (+)
pour connexion câble de soudage.
DÉBRANCHÉ DU RÉSEAU D'ALIMENTATION ÉLECTRIQUE.
7- Prise rapide négative (-)
pour connexion câble de soudage.
Le tableau
(TAB. 1)
indique les valeurs conseillées pour les câbles de soudage (en
2
8- Raccord
pour connexion tube gaz torche TIG.
mm ) en fonction du courant maximal distribué par le poste de soudage.
____________________________________________________________________________________________________________________
9- Connecteur
pour connexion câble poussoir torche.
10-VOYANT LUMINEUX JAUNE:
Normalement éteint. Quand il est allumé il indique
- 12 -
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Résumé
pag. pag. SOMMAIRE FRANÇAIS 1. RÈGLES GÉNÉRALES DE SÉCURITÉ POUR LE SOUDAGE 5.2 MODE DE SOULÈVEMENT DU POSTE DE SOUDAGE ....................... 12 5.3 POSITIONNEMENT DU POSTE DE SOUDURE ................................... 12 À L'ARC ... ..................................................................
soudage se place en veille tant que la température ne rentre pas dans les limites une anomalie qui bloque le passage du courant de soudure pour des raisons autorisées. diverses. Ces raisons peuvent être: - A/V - A/V: indique la plage de régulation du courant de soudage (minimum - - Protection therm...
5.5.1 Soudage TIG la I correspond à 25% du courant configuré. B Connexion torche - La première pression du bouton entraîne l'amorçage de l'arc avec un courant I . Le BASE - Insérer le câble porte-courant dans la borne rapide (-). Connecter le connecteur à relâchement du poussoir entraîne la montée d...
Autres modèles de équipement de soudage Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA