RECHERCHE DES PANNES - Telwin TECHNOLOGY TIG 230 DC HF LIFT - Manuel d'utilisation - Page 7








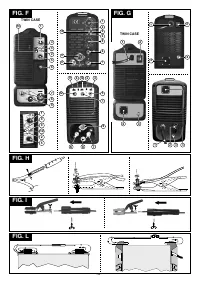
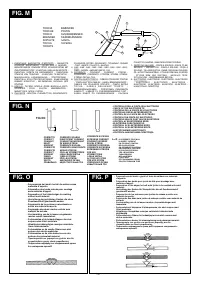
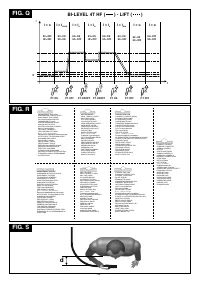

Table des matières:
- Page 5 – SOMMAIRE; RÈGLES GÉNÉRALES DE SÉCURITÉ POUR LE
- Page 6 – DESCRIPTION DU POSTE DE SOUDAGE
- Page 7 – RECHERCHE DES PANNES
5.5.1 Soudage TIG
la I correspond à 25% du courant configuré.
B
Connexion torche
- La première pression du bouton entraîne l'amorçage de l'arc avec un courant I
. Le
BASE
- Insérer le câble porte-courant dans la borne rapide (-). Connecter le connecteur à
relâchement du poussoir entraîne la montée du courant jusqu'à la valeur du courant
trois pôles (poussoir torche) à la prise (si prévu). Connecter le tube gaz de la torche au
de soudage ; cette valeur est également maintenue avec le poussoir relâché. À
raccord (si prévu).
chaque pression successive du poussoir (le temps s'écoulant entre la pression et le
Connexion câble de retour du courant de soudage
relâchement doit être bref), le courant varie entre la valeur configurée pour le
- Doit être connecté à la pièce à souder ou au banc métallique de support, le plus près
paramètre BI-LEVEL I et la valeur du courant principal I .
B
A
possible du raccord en cours d’exécution.
En maintenant le bouton enfoncé, le courant diminue conformément à la fonction
Le câble doit être connecté à la borne portant le symbole (+).
SLOPE DOWN (si configurée) jusqu'au courant minimal de soudage. Ce dernier est
Connexion à la bonbonne de gaz
maintenu jusqu'au relâchement du bouton, qui termine le cycle de soudage et
- Visser le réducteur de pression à la valve de la bouteille de gaz en interposant si
démarre la période de post gaz.
nécessaire la réduction fournie comme accessoire.
Si le bouton est relâché durant la fonction SLOPE DOWN, le cycle de soudage se
- Brancher le tuyau d'entrée du gaz au réducteur et serrer le collier fourni.
termine immédiatement et la période de post gaz démarre (
FIG.Q
).
- Desserrer le manchon de réglage du réducteur de pression avant d'ouvrir la valve de
la bouteille.
6.2 SOUDAGE MMA
- Ouvrir la bouteille et réguler la quantité de gaz (l/min) selon les données indicatives
6.2.1 Observations
d'utilisation, voir tableau
(TAB. 3)
; il est possible de régler si nécessaire le débit de
- Il est indispensable, de suivre les indications du fabricant reportées sur la boîte des
gaz durant le soudage au moyen de la bague du réducteur de pression. Contrôler la
électrodes utilisées et qui indiquent la polarité correcte de l'électrode et son courant
tenue des conduites et raccords.
optimal relatif.
ATTENTION ! Toujours fermer la valve de la bouteille de gaz à la fin de
- Le courant de soudage se règle en fonction du diamètre de l'électrode utilisée et du
l'opération.
type de joint que l'on désire effectuer; à titre indicatif, les courants utilisables pour les
différentes diamètres d'électrodes sont:
5.5.2 Soudage MMA
Ø Électrode (mm)
Courant de soudage
(A)
La quasi-totalité des électrodes enrobées doivent être connectées au pôle positif (+) du
min.
max.
générateur, à l’exception des électrodes acides, lesquelles doivent être connectées au
1.6
25
-
50
pôle négatif.
2
40
-
80
Connexion câble de soudage/pince porte-électrode
2.5
60
-
110
Une borne spéciale permettant de serrer la partie exposée de l’électrode est prévue sur
3.2
80
-
160
l’extrémité du câble.
4
120
-
200
Le câble doit être connecté à la borne portant le symbole (+)
5
150
-
280
Connexion câble de retour du courant de soudage
- Il ne faut pas oublier que, à diamètre d'électrode égal, des valeurs élevées de courant
Doit être connecté à la pièce à souder ou au banc métallique de support, le plus près
seront utilisées pour le soudage horizontal, alors que pour le soudage vertical ou au-
possible du raccord en cours d’exécution.
dessus de la tête il faudra utiliser des courants plus bas.
Le câble doit être connecté à la borne portant le symbole (-).
- Les caractéristiques mécaniques du raccord soudé sont fonction de l'intensité de
courant sélectionnée, mais également d'autres paramètres de soudage, comme
longueur de l'arc, vitesse et position d'exécution, diamètre et qualité des électrodes
6. SOUDAGE: DESCRIPTION DU PROCÉDÉ
(pour une conservation correcte, conserver les électrodes à l'abri de l'humidité dans
6.1 SOUDAGE TIG
les emballages spécifiquement prévus).
6.1.1 Principes généraux
- Les caractéristiques du soudage dépendent également de la valeur d'ARC-FORCE
Le soudage TIG est un procédé de soudage utilisant la chaleur produite par l'arc
(comportement dynamique) de la machine. Ce paramètre peut être configuré (si
électrique amorcé et maintenu entre une électrode infusible (tungstène) et la pièce à
prévu) sur le panneau ou avec la commande à distance à 2 potentiomètres.
souder. L'électrode au tungstène est supportée par une torche prévue pour lui
- Ne pas oublier que des valeurs élevées d'ARC-FORCE permettent une majeure
transmettre le courant de soudage et protéger l'électrode et le bain de soudage de
pénétration et un soudage en toute position, typiquement avec électrodes basiques,
l'oxydation atmosphérique au moyen d'un flux de gaz inerte (généralement de l'Argon :
tandis que des valeurs basses d'ARC-FORCE permettent un arc plus souple et sans
Ar 99,5%) en sortie de la tuyère en céramique
(FIG.M).
projection (avec électrodes rutiles).
Le soudage TIG CC convient à tous les alliages légers et lourds des aciers au carbone
Le poste de soudage est en outre équipé des dispositifs HOT START et ANTI STICK
et aux métaux lourds : cuivre, nickel, titane et leurs alliages.
garantissant des démarrages aisés et l'absence de collage de l'électrode à la pièce.
Pour le soudage en TIG CC avec électrode au pôle (-), est généralement utilisée
l'électrode avec 2% de cérium (bande grise).
6.2.2 Exécution
Il est nécessaire de meuler en pointe axialement l'électrode de tungstène comme
- En tenant le masque DEVANT LE VISAGE, frottez la pointe de l'électrode sur la pièce
indiqué à la
FIG. N
, en ayant soin que la pointe soit parfaitement concentrique pour
à souder en effectuant un mouvement comme pour craquer une allumette; c'est la
éviter toute déviation de l'arc. Il est important de procéder au meulage dans le sens de
méthode la plus correcte pour amorcer l'arc.
la longueur de l'électrode. Cette opération doit être effectuée périodiquement en
ATTENTION: NE PAS TAPOTER l'électrode sur la pièce; vous risqueriez d'abîmer le
fonction de l'utilisation et de l'usure de l'électrode ou en cas de contamination
revêtement en rendant l'amorçage de l'arc plus difficile.
accidentelle, oxydation ou utilisation incorrecte de cette dernière.
- Dès que vous avez amorcé l'arc, essayez de maintenir une distance équivalente au
Pour un soudage correct, il est indispensable d'utiliser le diamètre d'électrode
diamètre de l'électrode utilisée et tenez cette distance constante le plus possible
correspondant exactement au courant, voir le tableau
(TAB.3)
.
pendant l'exécution de la soudure; reppelez-vous que l'inclinaison de l'électrode
La saillie normale de l'électrode de la tuyère en céramique est de 2-3mm, et peut
dans le sens de l'avancement devra être d'environ 20-30 degrés.
atteindre 8mm pour les soudages en angle.
- A la fin du cordon de soudure, tirez l'extrémité de l'électrode légèrement vers
Le soudage s'effectue par fusion des bords du joint. Pour les épaisseurs réduites
l'arrière par rapport à la direction d'avancement, au-dessus du cratère pour effectuer
préparées de façon adéquate (jusqu'à 1mm env.), aucun matériel d'apport n'est
le remplissage, puis soulevez rapidement l'électrode du bain de fusion pour éteindre
nécessaire
(FIG. O).
l'arc
(ASPECTS DU CORDON DE SOUDURE - FIG. R)
.
Pour les épaisseurs supérieures, il est nécessaire d'utiliser des baguettes de même
composition que le matériau de base et de diamètre adéquat, avec une préparation
7. ENTRETIEN
correcte des bords
(FIG. P).
Pour un soudage correct, les pièces doivent être
_____________________________________________________________________________________________________________________
soigneusement nettoyées et ne présenter aucune trace d'oxyde, huiles, gras, solvants,
etc.
ATTENTION: AVANT TOUTE OPÉRATION D'ENTRETIEN, S'ASSURER QUE
LE POSTE DE SOUDAGE EST ÉTEINT ET L'ALIMENTATION SECTIONNÉE.
6.1.2 Amorçage HF et LIFT
_____________________________________________________________________________________________________________________
Amorçage HF :
L'allumage de l'arc électrique s'effectue sans contact entre l'électrode de tungstène et
7.1 ENTRETIEN DE ROUTINE
la pièce à souder au moyen d'une étincelle produite par un dispositif à haute fréquence.
LES OPÉRATIONS D'ENTRETIEN DE ROUTINE PEUVENT ÊTRE EFFECTUÉES
Ce mode d'amorçage ne comporte aucune inclusion de tungstène dans le bain de
PAR L'OPÉRATEUR.
soudage et aucune usure de l'électrode, et permet un démarrage aisé en toutes
positions de soudage.
7.1.1 TORCHE
Procédé :
- Eviter de poser la torche et son câble sur des éléments chauds, pour éviter la fusion
Enfoncer le poussoir torche en approchant la pointe de l'électrode de la pièce (2 - 3mm),
et l'endommagement rapide des matériaux isolants.
attendre l'amorçage de l'arc transféré par les impulsions HF et, une fois l'arc allumé,
- Contrôler périodiquement l'étanchéité des tuyauteries et raccords de gaz.
former le bain de fusion sur la pièce et procéder le long du joint.
- Accoupler soigneusement la pince porte-électrode et le mandrin porte-pince avec le
En cas de difficultés à amorcer l'arc malgré la présence du gaz et des décharges HF, ne
diamètre de l'électrode choisie pour éviter toute surchauffe ou mauvaise diffusion du
pas soumettre l'électrode à plusieurs reprises à l'action de la HF, mais contrôler
gaz risquant d'entraîner des dysfonctionnements.
l'intégrité de surface et la conformation de la pointe, et meuler cette dernière si
- Avant toute utilisation, contrôler l'état d'usure et le montage des parties terminales de
nécessaire. À la fin du cycle, le courant est annulé avec la rampe de descente
la torche : buse, électrode, pince porte-électrode, diffuseur gaz.
configurée.
Amorçage LIFT :
7.2 ENTRETIEN CORRECTIF
L'allumage de l'arc électrique s'effectue en éloignant l'électrode de tungstène de la
LES OPÉRATIONS D'ENTRETIEN CORRECTIF DOIVENT EXCLUSIVEMENT
pièce à souder. Ce mode d'amorçage réduit les perturbations irradiées électriquement
ÊTRE EFFECTUÉES PAR UN PERSONNEL EXPERT OU QUALIFIÉ DANS LE
et réduit au minimum les inclusions de tungstène et l'usure de l'électrode.
SECTEUR ÉLECTROMÉCANIQUE.
_____________________________________________________________________________________________________________________
Procédé :
Appuyer la pointe de l'électrode sur la pièce en exerçant une légère pression. Enfoncer
à fond le poussoir torche (modèles HF/LIFT uniquement) et soulever l'électrode de 2-
ATTENTION! ÉTEINDRE LE POSTE DE SOUDAGE ET LE DÉBRANCHER DU
3mm avec quelques instants de retard, entraînant ainsi l'amorçage de l'arc. Le poste de
RÉSEAU D'ALIMENTATION ÉLECTRIQUE AVANT DE RETIRER LES PANNEAUX
soudage distribue initialement un courant I
, après quelques instants, le courant de
BASE
DU POSTE DE SOUDAGE ET D'ACCÉDER À L'INTÉRIEUR DE CE DERNIER.
soudage configuré. À la fin du cycle, le courant s'annule selon la rampe de descente
_____________________________________________________________________________________________________________________
configurée (modèles HF/LIFT uniquement).
Tout contrôle exécuté sous tension à l'intérieur du poste de soudage risque de
provoquer des chocs électriques graves dus au contact direct avec les parties
6.1.3 Procédé
sous tension et/ou des blessures dues au contact direct avec les organes en
6.1.3.1 Mode pour postes de soudage avec amorçage LIFT
mouvement.
- Réguler le courant de soudage à la valeur nécessaire au moyen de la poignée ;
- Inspecter périodiquement, et selon une fréquence fixée en fonction de l'utilisation et
durant le soudage, adapter si nécessaire la valeur à l'apport thermique réel requis.
du niveau d'empoussièrement des lieux, l'intérieur de la machine et retirer la
- Enfoncer le poussoir torche en contrôlant le débit de gaz de la torche ; étalonner si
poussière déposée sur le transformateur, la réactance et le redresseur au moyen
nécessaire le temps de post-gaz ; ce temps doit être réglé en fonction des conditions
d'un jet d'air comprimé sec (max. 10bars).
d'exploitation, et le retard de gaz doit en particulier permettre, au terme du soudage,
- Éviter de diriger le jet d'air comprimé sur les cartes électroniques; les nettoyer si
le refroidissement de l'électrode et du bain sans contact avec l'atmosphère
nécessaire au moyen d'une brosse douce ou de solvants adéquats.
(oxydation et contamination).
- Contrôler également que les connexions électriques sont correctement serrées et
- Vérifier que le flux de gaz est correct.
vérifier l'état de l'isolement des câblages.
- Pour interrompre le soudage, soulever rapidement l'électrode de la pièce.
- À la fin des opérations, remonter les panneaux de la machine en serrant à fond les vis
de fixation.
6.1.3.2 Mode pour postes de soudage avec amorçage HF/LIFT
- Ne jamais procéder aux opérations de soudage avec le poste de soudage ouvert.
Mode TIG avec séquence 2T :
- Enfoncer à fond le poussoir torche et amorcer l'arc en maintenant 2-3mm de distance
avec la pièce.
8. RECHERCHE DES PANNES
- Réguler le courant de soudage à la valeur nécessaire au moyen de la poignée ;
DANS L'EVENTUALITE D'UN MAUVAIS FONCTIONNEMENT, ET AVANT
durant le soudage, adapter si nécessaire la valeur à l'apport thermique réel requis.
D'EFFECTUER DES VERIFICATIONS PLUS SYSTEMATIQUES OU DE VOUS
- Vérifier que le flux de gaz est correct.
ADRESSER A VOTRE CENTRE D'ASSISTENCE, CONTROLEZ QUE:
- Pour interrompre le soudage, relâcher le poussoir torche pour entraîner l'annulation
- Le courant de soudage, réglé au moyen du potentiomètre, avec référence à l'échelle
graduelle du courant (si la fonction SLOPE DOWN est insérée) ou l'extinction
graduée en ampères, corresponde au diamètre et au type d'électrode utilisé.
immédiate de l'arc avec post-gaz successif.
- L'interrupteur général étant sur "ON", le témoin relatif est allumé; dans le cas
Mode TIG avec séquence 4T :
contraire la panne réside normalement dans la ligne d'alimentation (câbles, prise
- La première pression du bouton entraîne l'amorçage de l'arc avec un courant I
. Le
BASE
et/ou fiche, fusibles, etc.).
relâchement du poussoir entraîne la montée du courant jusqu'à la valeur du courant
- Vérifier que le voyant lumineux jaune signalant l'intervention de la sécurité thermique
de soudage; cette valeur est également maintenue avec le poussoir relâché. En
contrôlant les surtensions, les chutes de tension ou les courts-circuits n'est pas
maintenant le bouton enfoncé, le courant diminue conformément à la fonction
allumé.
SLOPE DOWN (si configurée) jusqu'au courant minimal de soudage. Ce dernier est
- S'assurer d'avoir observé le rapport d'intermittence nominale. En cas d'intervention
maintenu jusqu'au relâchement du bouton, qui termine le cycle de soudage et
de la protection thermostatique attendre le refroidissement naturel de la machine.
démarre la période de post gaz.
Vérifier le bon fonctionnement du ventilateur.
Si le bouton est relâché durant la fonction SLOPE DOWN, le cycle de soudage se
- Contrôler la tension de ligne : une valeur trop élevée ou trop basse entraîne le
termine immédiatement et la période de post gaz démarre.
blocage du poste de soudage.
Mode TIG avec séquence 4T (BI-LEVEL) (modèles TWIN CASE et triphasés
- Contrôler qu'il n'y a pas un court-circuit en sortie de machine. Si tel est le cas,
uniquement) :
procéder à l'élimination de l'inconvénient.
- Le mode TIG 4T BI-LEVEL (pour le poste de soudage TWIN CASE avec amorçage
- Les raccords du circuit de soudage soient correctement effectués, spécialement que
HF/LIFT) est uniquement disponible avec commande à distance à deux
la pince du câble de masse soit effectivement reliée à la pièce, sans interposition de
potentiomètres, I est réglable au moyen du potentiomètre Rampe de descente/Arc
matériaux isolants (ex. des peintures).
B
Force du poste de soudage. Si la commande à deux potentiomètres n'est pas prévue,
- Que le gaz de protection utilisé soit correct (Argon 99,5%) et dans la juste quantité.
- 13 -
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Résumé
pag. pag. SOMMAIRE FRANÇAIS 1. RÈGLES GÉNÉRALES DE SÉCURITÉ POUR LE SOUDAGE 5.2 MODE DE SOULÈVEMENT DU POSTE DE SOUDAGE ....................... 12 5.3 POSITIONNEMENT DU POSTE DE SOUDURE ................................... 12 À L'ARC ... ..................................................................
soudage se place en veille tant que la température ne rentre pas dans les limites une anomalie qui bloque le passage du courant de soudure pour des raisons autorisées. diverses. Ces raisons peuvent être: - A/V - A/V: indique la plage de régulation du courant de soudage (minimum - - Protection therm...
5.5.1 Soudage TIG la I correspond à 25% du courant configuré. B Connexion torche - La première pression du bouton entraîne l'amorçage de l'arc avec un courant I . Le BASE - Insérer le câble porte-courant dans la borne rapide (-). Connecter le connecteur à relâchement du poussoir entraîne la montée d...
Autres modèles de équipement de soudage Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA