Elle est causée par un avancement trop lent de la torche.; -Mauvaise pénétration - Awelco MIG ONE - Manuel d'utilisation - Page 5


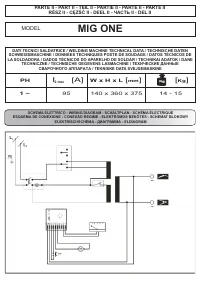


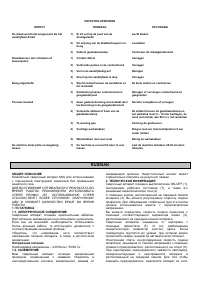


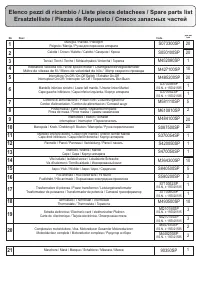
Table des matières:
- Page 4 – FRANÇAIS; DESCRIPTION GENERALE; Le voltage d’alimentation est de 230 V.; INFORMATIONS TECHNIQUES DU POSTE A SOUDER
- Page 5 – Elle est causée par un avancement trop lent de la torche.; -Mauvaise pénétration
- Page 6 – ESPAÑOL; DESCRIPCIONES GENERALES; La tensión de alimentación es 230V.; INFORMACIONES TECNICAS SOBRE EL GRUPO DE SOLDAR
- Page 14 – ةنهاچمض; solo se accompagnato da scontrino o bolla di consegna.
exécuter cette opération par un expert. Pour remplacer la
buse gaz, il suffit de dévisser ou de tirer vers l’extérieur. Il
faut enlever la pointe de la buse gaz à chaque fois qu’il faut
remplacer la buse fil. Telle buse doit toujours être d’un
diamètre approprié à celui du fil. Tenez toujours parfaitement
propre la buse gaz.
5. GUIDE DE SOUDAGE
5.1. REGLE GENERALE
Quand le courant est réglé au minimum, il est nécessaire
que la longueur de l’arc soit petite. Pour ce faire, il faut que
la torche soit le plus près possible de la pièce à souder avec
une inclination de 60 degrés environ. La longueur de l’arc
peut être augmentée au fúr et à mesure que l’intensité du
courant augmente. On peut arriver à une distance maximum
de 20 mm.
5.2. CONSEILS DE CARACTÈRE GÉNÉRALE
De temps en temps, quelques lacunes de soudage peuvent
se produire. Ces défauts peuvent être évités en faisant
attention aux conseils que nous vous proposons.
-Porosité
Petits trous dans la soudure, causés par l’interruption du flux
de gaz ou de l’inclusion de petits corps étrangers. Le remède
est de meuler la soudure et de la refaire. Mais avant de la
refaire, il faut contrôler le flux du gaz (8 litres/min.), bien
nettoyer la zone de travail puis bien incliner (60 degrés
environ ) la torche pendant la soudure.
-Eclaboussures
Petites gouttes de métal fondu qui découlent de l’arc de
soudure. En petite quantités cela est inévitable, mais elles
peuvent être réduites au minimum en réglant bien le courant
de soudage ainsi que le flux du gaz.
-Soudure serrée et arrondissée
Due au mouvement rapide de la torche ou au flux du gaz mal
réglé.
-Soudure épaisse et large
Elle est causée par un avancement trop lent de la torche.
-Fil brulé
Peut être causé par un avancement du fil trop lent, ou si la
pointe de la buse s’est élargie ou consumée, fil de basse
qualité, tube contact fermé ou courant trop élevé.
-Mauvaise pénétration
Cela peut arriver lorsque l’entraînement de la torche est trop
rapide, courant trop bas, l’alimentation du fil non correcte,
polarité inversée, émoussages et distance entre les bords
insuffisante. Contrôlez la régulation des paramètres opératifs
et améliorez la
préparation des pièces à souder.
-Pièce percée
Peut être causé par l’entraînement trop lent de la torche,
courant trop elevé ou non approprié à l’alimentation du fil.
-Forte éclaboussure et porosité
Peuvent être causées par une distance excessive du tube
contact de la pièce, par des saletés sur la pièce ou gaz
insuffisant. Il faut vérifier les deux paramètres en se
rappelant que le débit de gaz ne doit jamais être inférieur à
7-8 L/min et que le courant de soudage doit être approprié
au diamètre du fil qu’on est en train d’utiliser. Il est préférable
d’avoir un détendeur à double manomètre qui permet de
mesurer la pression d’entrée et celle de sortie du gaz. Sur le
manomètre de sortie il est possible de lire le débit exprimé
en litres.
-Arc instable
Peut être causé par une tension insuffisante, entraînement
irrégulier du fil, gaz de protection insuffisant.
SIGNIFICATION DES INSCRIPTIONS ET DES SYMBOLES
1 ~
Tension alternative
monophasée
3 ~
Tension alternative
triphasée
U
0
… (V)
Tension maximale à vide
Transformateur -redresseur
EN 60974-1
Norme de la référence
Caractéristique constante
Soudure semi-automatique
MIG-MAG
U
1
… (V/Hz)
Tension alternative et
fréquence d'alimentation du
poste de soudage
I
2
… (A)
Le courant de soudage
I
1 max
(A)
Courant maximalconsommé
de l´équipement de
soudage
I
1 eff
… (A)
Courant d’alimentation
efficace
X Rapport
d’intermittence
IP21
La classe de protection
del´équipement de soudage
H
La classe d´isolement du
transfor-mateur
Poste de soudage conçu
pour utilisation dans un
milieu comportant des
risques importants de chocs
électriques.
Symboles se référant aux
normes de sécurité
RECHERCHE DE LA PANNE
PANNE
Le fil n’avance pas lorsque
La roue motrice tourne
Alimentation du fil par
Intermittence
CAUSE
1) La buse est bouchée
2) Le frottement de la bobine
de fil est trop élevé
3) Torche à souder défectueuse
1) Tube contact défectueux
2) Brûlures dans le tube contact
3) Saleté sur le sillon de
la roue motrice
SOLUTION
Soufflez-la avec de l’air comprimé
Desserrez la bague
Contrôlez la gaine guide-fil ou changez-la
Le remplacer
Le remplecer
Nettoyer la roue motrice
„Téléchargement du manuel“ signifie que vous devez attendre que le fichier soit complètement chargé avant de pouvoir le lire en ligne. Certains manuels sont très volumineux, et le temps de chargement dépend de la vitesse de votre connexion Internet.
Résumé
Poröse Schweißnaht Das Gerät hört nach längerem Gebrauch plötzlich auf zu funktionieren 2) Kurzschluß zwischen Kontaktdüse und Gasführungsdüse 1) Schutzgasmangel hervorgerufen durch Schmutz in der Gasführungsdüse 2) Falscher Abstand oder Neigungswinkel beim Führen des Schweißbrenners 3) ...
exécuter cette opération par un expert. Pour remplacer la buse gaz, il suffit de dévisser ou de tirer vers l’extérieur. Il faut enlever la pointe de la buse gaz à chaque fois qu’il faut remplacer la buse fil. Telle buse doit toujours être d’un diamètre approprié à celui du fil. Tenez toujours parfai...
Arc éteint Soudure poreuse La machine cesse tout à coup de fonctionner après emploie rallongé 4) Sillon de la roue motrice usé 1) Mauvals contact entre la plnce de masse et la plèce 2) Court-circuit entre la buse et le tube contact 1) Protection gaz inexistante à cause des incrustation...
Autres modèles de équipement de soudage Awelco
-
 Awelco BLUEMIG 110
Awelco BLUEMIG 110
-
 Awelco BLUEMIG 130
Awelco BLUEMIG 130
-
 Awelco BLUEMIG 145
Awelco BLUEMIG 145
-
 Awelco BLUEMIG 170
Awelco BLUEMIG 170
-
 Awelco CLUB 150
Awelco CLUB 150
-
 Awelco CLUB 170
Awelco CLUB 170
-
 Awelco CLUB 1800
Awelco CLUB 1800
-
 Awelco CLUB 1850
Awelco CLUB 1850
-
 Awelco HOBBY 150
Awelco HOBBY 150
-
 Awelco HOBBY 150US
Awelco HOBBY 150US